













EUR
en
The excellent performance of horizontal slurry pumps stems from their highly targeted structural design. Every detail of each component is refined to tackle multiple challenges such as abrasion, corrosion, and blockage encountered in slurry transportation.
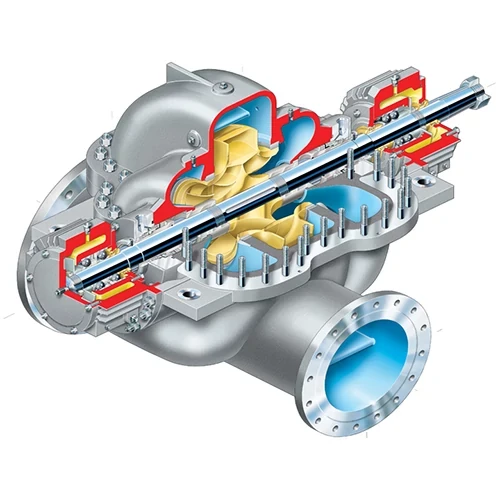
Horizontal slurry pumps adopt a horizontal shaft design, where the pump shaft extends horizontally and is directly connected to the drive motor via a coupling, forming a stable integrated unit. This layout allows the entire equipment to rest firmly on a concrete foundation or a steel structure platform, not only reducing vibration during operation but also facilitating installation and maintenance. The horizontal shaft design makes the flow path of the slurry in the pump more in line with hydrodynamic principles, reducing local wear caused by structural protrusions, and at the same time, making it easier for operators to observe and inspect key components.
Some horizontal slurry pumps feature a double-shell structure, where the pump body and pump cover form an outer protection layer, and the interior is equipped with replaceable liners. These liners are usually made of wear-resistant metals or elastic rubber, which can directly come into contact with the flowing slurry and withstand the continuous scouring of solid particles. When the liners are abraded to a certain extent, there is no need to replace the entire pump body; simply replacing the liners can restore the equipment's performance. This design significantly extends the overall service life of the pump body, reduces the cost of equipment replacement, and shortens maintenance downtime.
Sealing performance is a key indicator of the reliability of slurry pumps. Horizontal slurry pumps are equipped with various sealing forms to meet the needs of different working conditions. Packing seals fill the gap between the shaft and the housing with flexible materials, achieving sealing by virtue of the elasticity of the packing, which is suitable for working conditions with medium pressure and temperature; auxiliary impeller seals block slurry leakage by utilizing the pressure difference generated by the rotation of the impeller, requiring no additional flushing and being suitable for the transportation of low-concentration slurries; mechanical seals form a sealing surface through the precise fitting of dynamic and static rings, with excellent sealing effect, capable of coping with high-pressure, high-temperature, or strongly corrosive environments. The flexible selection of multiple sealing forms enables horizontal slurry pumps to maintain stable sealing performance in complex working conditions of different industries, reducing safety hazards and material losses caused by slurry leakage.
To cope with ultra-heavy-duty application scenarios, horizontal slurry pumps adopt a heavy-duty structural design, with a solid and stable frame that can withstand the impact force during high-intensity operation. The application of through bolts makes the connection of various components of the pump body tighter, not only enhancing overall rigidity but also simplifying the disassembly and assembly process — during maintenance, components can be quickly replaced without complex tools and procedures, minimizing downtime.
In terms of core components, the design of the impeller is particularly crucial. The impellers of horizontal slurry pumps adopt a design concept of large diameter and low rotation speed, combined with high-efficiency flow channel shapes. This not only reduces the impact frequency of solid particles on the impeller surface but also lowers the internal flow rate, thereby extending the wear life of the impeller. Meanwhile, the connection between the impeller and the shaft adopts a minimal overhang design, reducing the deflection amplitude of the shaft during operation, lowering the wear rate of the shaft seal components, and indirectly extending the maintenance cycle of the equipment.
The selection of liner materials also reflects the pursuit of durability. Ductile iron full-liner sleeves provide a solid foundation for the pump body, featuring both strength and safety; thick elastomer or alloy bolt-in liners have excellent corrosion resistance, are easy to replace, and different material liners can be flexibly interchanged, which can adapt to the characteristics of different slurries and reduce the overall maintenance cost. In addition, the combined design of the new-generation throat bushing and impeller further improves the operating efficiency of the pump body and optimizes wear performance, allowing the equipment to maintain a stable state during long-term operation.
Horizontal slurry pumps have fully considered the convenience of maintenance in their design. The cartridge bearing assembly is a typical example; its structure allows operators to maintain the bearings in a clean environment without disassembling the entire pump body, which not only reduces the risk of component damage during maintenance but also ensures that the bearings operate in a clean state, extending their service life. The bearing assembly also offers two options of grease or oil lubrication, allowing operators to choose the appropriate lubrication method according to on-site conditions, simplifying the maintenance process and reducing downtime.
For scenarios where water resources are scarce or flushing water is not suitable, horizontal slurry pumps can be equipped with dry-running shaft seals. Through a special structural design, they reduce or even eliminate the reliance on flushing water, saving water resources and avoiding secondary pollution caused by the mixing of flushing water with slurry. An effective exhaust device can timely discharge gas in the pump, reducing gas erosion on the packing, extending the packing life, and further reducing the demand for flushing water.
In addition, the interchangeability of sealing arrangements is also a design highlight. Multiple sealing schemes such as full flushing, low flow, centrifugal, or mechanical seals can be adapted to horizontal slurry pumps of any size. Operators can flexibly switch according to working condition parameters such as slurry properties, pressure, and temperature, allowing the equipment to maintain the optimal sealing state in different operation stages.
The powerful performance of horizontal slurry pumps enables them to calmly cope with the complex needs of different industries. From highly abrasive mining environments to highly corrosive chemical workshops, from sugar factories with extremely high requirements for continuous operation to oil and gas exploration in marine environments, they can play a stable role and become indispensable key equipment in the production chains of various industries.
In the mining and mineral processing industry, the biggest challenge in slurry transportation comes from high-concentration, high-hardness solid particles. Ore slurries formed after ore crushing and tailings slurries after separation are highly abrasive, and ordinary pumps often fail in a short time due to component wear.
Horizontal slurry pumps are designed with low-speed operation, combined with a variety of wear-resistant alloys and rubber liners, which significantly reduce the impact and wear of solid particles on internal pump components. In links such as mill discharge, processing plant slurry transportation, and tailings treatment, they can continuously and stably transport high-concentration ore slurries. Even in the face of larger-sized solid particles, their large open internal channel design can effectively avoid blockages, ensuring the continuous progress of the production process. Years of practice have proven that in the field of mining and mineral processing, the service life and operational stability of horizontal slurry pumps are far superior to ordinary pumps, reducing the frequency of equipment replacement and maintenance costs for mining enterprises.
The slurry transportation environment in the chemical industry is more complex. In addition to the abrasion of solid particles, it often faces erosion from corrosive media such as acids and alkalis. In different chemical processes, the composition, concentration, and temperature of slurries vary greatly, putting strict requirements on the corrosion resistance and sealing performance of the pump body.
The alloy and rubber components of horizontal slurry pumps can be flexibly interchanged in the same pump casing, a feature that enables them to quickly adapt to different corrosive media. When dealing with acidic slurries, acid-resistant alloy liners can be selected; when processing alkaline slurries, alkali-resistant rubber liners can be replaced. At the same time, the adaptability of multiple mechanical sealing forms allows them to maintain good sealing performance under high-pressure, high-temperature chemical reaction conditions, avoiding equipment damage or safety accidents caused by leakage of corrosive slurries. This flexibility makes horizontal slurry pumps one of the most adaptable transportation equipment in chemical plant environments, capable of meeting the needs of slurry transportation in phosphate fertilizer production and handling the transportation of various chemical intermediates.
Slurry transportation in sand and gravel yards is often accompanied by frequent start-stops and fluctuations in working conditions. Due to site constraints, many sand and gravel processing sites cannot install backup pumps. Once the equipment fails, the entire production line will be forced to shut down, resulting in huge time losses.
Horizontal slurry pumps have a simple design, with a high degree of modularization in the pump body structure and simple connection methods between components. Operators can complete disassembly, maintenance, and reassembly in a short time. Even in the event of sudden failures, damaged components can be quickly replaced, minimizing downtime. Their heavy-duty structure can also withstand the frequent impact of hard particles in sand and gravel slurries, maintaining stable performance during long-term, high-intensity operation, and becoming a reliable guarantee for continuous production in the sand and gravel industry.
The sugar production process has extremely high requirements for the continuous operation capability of equipment. From the pressing and clarification of sugarcane or beets to the concentration and crystallization of syrup, the transportation of slurry in every link cannot be interrupted, otherwise, it will affect the sugar extraction efficiency and product quality.
Horizontal slurry pumps, with their high reliability and long service life, have become the preferred equipment for sugar factory engineers. Their stable operational performance ensures the continuous transportation of slurries such as syrup and sugar juice, and can maintain stable flow even under working conditions with high viscosity and a small amount of impurities. At the same time, the convenient maintenance design allows the equipment to complete maintenance quickly during production intervals without excessive downtime, meeting the key requirement of uninterrupted production in sugar factories. Currently, many sugar factories around the world use horizontal slurry pumps as core transportation equipment, witnessing their important value in the sugar processing industry.
In flue gas desulfurization systems of power, metallurgy, and other industries, the slurry composition is extremely complex — the gypsum slurry generated during desulfurization not only contains a large number of solid particles but also has certain corrosiveness, posing a great test to the wear resistance and corrosion resistance of the pump body.
Horizontal slurry pumps have successfully met this challenge by adopting a new generation of specially formulated wear-resistant and corrosion-resistant alloys combined with the latest rubber technology. The alloy materials can resist the chemical corrosion of the slurry, while the rubber liners can reduce the abrasion of solid particles. The combination of the two significantly extends the service life of the equipment in the desulfurization system. In the flue gas desulfurization industry, horizontal slurry pumps have become the mainstream choice, providing stable equipment support for industrial enterprises to meet environmental protection standards.
Oil and gas exploration, especially offshore oil and gas extraction, has nearly harsh requirements for the reliability and adaptability of equipment. The offshore environment is highly humid and salty. Slurry transportation not only has to face the abrasion of solid particles in drilling fluids but also resist the corrosion of seawater; at the same time, the space on offshore platforms is limited, so the maintenance convenience of equipment is also crucial.
After years of technical accumulation, the horizontal slurry pump series has formed a mature design adapted to offshore applications. Its sealing system has been specially optimized to resist erosion in high-humidity and high-salt environments; the compact structural design saves platform space, and the convenient maintenance design such as cartridge bearing assemblies makes offshore maintenance work more efficient. Whether it is the transportation of drilling mud during drilling or the transportation of sand-containing crude oil after extraction, horizontal slurry pumps can provide stable and reliable performance, becoming the preferred solution for coping with erosion and wear in the field of oil and gas exploration.
In addition to the above industries, in many industrial scenarios, as long as there is a problem of premature failure of pump equipment caused by abrasive solids, horizontal slurry pumps can play their role. For example, the transportation of blast furnace slag and converter slag in the metallurgical industry — these high-temperature, high-hardness slags are highly abrasive to equipment; the transportation of coal slurry and coal slime in the coal industry — the slurry has high concentration and contains a large number of coal particles; the treatment of boiler ash and slag in the power industry — the slurry is often high-temperature and has certain corrosiveness.
Horizontal slurry pumps, with their balanced design of performance, wear life, and reliability, achieve stable operation with low failure rates and long maintenance cycles in these scenarios. They are not limited to standard working conditions in specific industries but can flexibly adjust configurations according to different industrial needs, providing customized solutions for various special slurry transportation, and ultimately reducing the total cost of ownership for customers and improving production efficiency.
Selecting a suitable horizontal slurry pump requires comprehensive consideration in combination with specific working conditions. Only by accurately matching equipment performance with actual needs can its advantages be fully exerted, avoiding problems such as low efficiency and shortened service life caused by improper selection.
The first step in selection is to fully grasp the characteristics of the slurry to be transported and operational requirements. It is necessary to understand the content, particle size, and hardness of solid particles in the slurry, which directly relates to the wear-resistant design of the pump body; clarify the acidity, alkalinity, temperature, and other characteristics of the slurry to judge the degree of corrosiveness; at the same time, determine the required flow rate and head requirements during transportation — that is, the amount of slurry to be transported per unit time, and the height to which the slurry needs to be lifted or the pressure to be increased. These parameters together form the basis for selection, determining the basic model and performance configuration of the pump.
Material selection is the core of horizontal slurry pumps' adaptation to working conditions. For highly abrasive slurries such as mine ore slurries and sand-gravel slurries, wear-resistant metal materials such as high-chromium alloys should be preferred, as their hard surfaces can resist the continuous scouring of solid particles; for highly corrosive slurries such as chemical slurries and desulfurization slurries, duplex stainless steel is a better choice, as it can maintain chemical stability in acid and alkali environments; for low-concentration, low-abrasion slurries, rubber liners can achieve good use effects at a lower cost. In actual selection, a combined liner scheme of metal and rubber can also be adopted according to slurry characteristics to meet both wear-resistant and corrosion-resistant needs.
The selection of sealing forms needs to be combined with slurry characteristics and operating pressure. When transporting ordinary abrasive slurries with low pressure, packing seals are simple to operate and convenient to maintain, making them an economical and practical choice; if the slurry concentration is low and contains few impurities, auxiliary impeller seals can achieve flushing-free sealing by utilizing their own structure, reducing water resource consumption; for high-pressure, high-temperature, or strongly corrosive slurries, the precise structure of mechanical seals can provide more reliable sealing effects, avoiding safety risks caused by slurry leakage. In addition, according to whether there is a flushing water source on-site, flushing or non-flushing sealing schemes can be selected to ensure that the sealing system matches the working conditions.
The selection of installation methods needs to consider site conditions and driving requirements. Direct coupling transmission connects the pump and motor directly through a coupling, with a compact structure and high transmission efficiency, suitable for scenarios with limited space; belt transmission can flexibly change the pump speed by adjusting the diameter of the pulley, adapting to different flow requirements, and has a certain buffering effect, reducing the impact during motor startup; hydraulic coupling transmission is suitable for high-power, high-load working conditions, enabling smooth startup and protecting the motor and pump body from overload damage. During selection, it is necessary to combine the on-site space layout, power configuration, and operating load to select the most suitable installation and transmission method.
From mining to chemical industry, from power to oil and gas, horizontal slurry pumps, with their solid structure, excellent performance, and wide adaptability, have become irreplaceable core equipment in industrial slurry transportation. They not only solve problems such as abrasion, corrosion, and blockage in the transportation of slurries containing solid particles but also provide strong support for various industries to reduce production costs and improve production efficiency through continuous optimization of design and technological innovation.
In the future development of industry, with increasingly complex working conditions and ever-improving environmental protection requirements, horizontal slurry pumps will continue to exert their advantages. Through material upgrading, structural optimization, and intelligent transformation, they will further improve reliability and energy efficiency, safeguarding green and efficient production in more industries. As an "invisible force" in industrial production, horizontal slurry pumps will always stand at the forefront of slurry transportation, witnessing the continuous progress of industrial civilization with stable operation.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.