












EUR
en
Centrifugal pumps (also known as kinetic pumps, velocity pumps, dynamic pumps, or rotodynamic pumps) are among the most commonly used pump types in industrial applications. They operate by converting the mechanical energy of the drive shaft into kinetic energy via a rotating impeller. This kinetic energy is then transformed into pressure energy within the pump casing, allowing the fluid to be discharged through the pump outlet.
The rotating component that imparts kinetic energy to the fluid.
Closed impellers
Designed for clean, low-viscosity liquids Offer high efficiency Easier to assemble because they do not require precise axial adjustment
Open impellers
Typically used in hygienic applications (e.g., food, pharmaceutical industries) Designed for easier cleaning and inspection Certain open impeller designs could be suitable for liquids with soft solids
Semi-open (or partially open) impellers
Typically designed for handling liquids with soft solids or fibrous materials Provide a balance between solids handling capability and efficiency
Circular volute: The circular volute design is primarily used in hygienic centrifugal pumps and in applications where casings must be manufactured from solid bars, hot forging, or cold stamping to enhance structural strength and/or design flexibility. By minimizing pressure drops within the volute, it reduces the risk of cavitation and foaming in this area in sensitive liquids, often caused by pressure and velocity fluctuations in other designs.
Spiral volute: The spiral volute is typically designed to maintain a constant flow velocity throughout the volute, which helps maximize hydraulic efficiency. It is well-suited for manufacturing methods such as casting and injection molding. The inclusion of a cutwater reduces internal liquid recirculation, further enhancing performance and minimizing energy losses.
Connects the impeller to the drive system (e.g., motor).
Single mechanical seal: Single mechanical seals are available in a variety of designs and material configurations to suit different operating conditions and fluid types. They may feature internal or external springs. These seals can be specifically designed for clean liquids, slurries, low-viscosity fluids, high-temperature liquids, and aggressive chemicals. Additionally, there are specialized designs for hygienic, chemical, and petrochemical applications, ensuring compatibility with industry-specific standards and requirements.
Single mechanical seal with quench: A single mechanical seal with a quench system is used to isolate the pumped liquid from atmospheric exposure. This prevents issues such as crystallization and evaporation of the pumped fluid.
Double mechanical seal in tandem arrangement offers similar benefits to a single mechanical seal with a quench, including isolation of the pumped fluid from the atmosphere. In addition, it provides enhanced safety through automated monitoring and control of the seal condition. It offers secondary protection by preventing external leakage in the event of failure of the primary (pump-side) seal, making it suitable for hazardous or environmentally sensitive applications.
Double mechanical seal in a back-to-back arrangement provides effective isolation of the pumped liquid from the atmosphere and enables automated monitoring and control of the seal condition through continuous tracking of buffer fluid pressure, temperature, and level. Additionally, it protects the seal faces from abrasive particles by maintaining the buffer liquid at a higher pressure than the pumped fluid, ensuring that only clean buffer fluid reaches the seal faces.
Supports and encloses the shaft seal.
Maintains shaft alignment and supports radial and axial loads, Monoblock (close-coupled) executions use the bearing supports of the drives (e.g., electrical motors)
Centrifugal pumps can be categorized based on various criteria, including:
Design type: hygienic, chemical, petrochemical, and others, depending on industry-specific requirements.
Number of stages: single-stage or multistage, which affects the pump’s pressure capabilities.
Flow type: radial flow, mixed flow, or axial flow, each suited to different head and flow rate conditions.
Shaft sealing method: such as mechanical seals or magnetic drive (mag drive), depending on leakage prevention needs.
Impeller design: including closed, semi-open (half-open), or open impellers, which influence efficiency and suitability for handling solids and air content.
Each design is developed for specific industrial applications and operating conditions, ensuring optimal performance, reliability, and compliance with process requirements.
Centrifugal pump performance (or characteristic) curves illustrate the relationship between flow rate (Q), head (H), shaft power (P), efficiency (η), and net positive suction head required (NPSHr), typically at a constant speed or within specific speed ranges. Each pump size within a given series covers a defined QH range through impeller trimming, maximizing the total QH coverage of the entire series. However, due to rising energy costs and the fact that pumps usually achieve their highest efficiency at the maximum impeller diameter, selecting centrifugal pumps based on QHP curves across varying speeds (via speed control rather than impeller trimming) is becoming increasingly common.
NPSHa (Net Positive Suction Head available) is the net pressure (or head) available at the pump inlet to prevent the liquid from vaporizing and causing cavitation. It is calculated based on the following factors:
The pressure in the suction tank can be vacuum, atmospheric, or pressurized, depending on the system design.
The static suction head (positive if the liquid level is above the pump, negative if below).
Minus the pressure losses in the suction pipeline and its components (e.g., filters, elbows, valves).
Minus the vapor pressure of the liquid at the operating temperature.
In formula terms: NPSHa = (Htank + Hstatic – Hlosses) – Hvapor
Where:
Htank is the absolute pressure at the liquid surface in the suction tank,
Hstatic is the static head (positive or negative),
Hlosses includes frictional and local pressure losses in the suction pipeline,
Hvapor is the vapor pressure of the liquid at the pumping temperature.
NPSHr (Net Positive Suction Head required) is the minimum net positive suction head needed at the pump inlet to prevent cavitation during operation. It is determined through standardized NPSH testing performed by the pump manufacturer for each specific pump model under controlled conditions.
NPSHa must always be higher than the NPSHr (Net Positive Suction Head required by the pump) to avoid cavitation and ensure reliable pump operation. A minimum safety margin of 0.5 meters is commonly recommended, though this value can vary depending on specific industrial standards or company requirements****.** This margin should also take into account potential liquid temperature increases inside the pump, which can raise the vapor pressure and reduce the effective NPSHa. Maintaining an adequate margin helps prevent cavitation, which can lead to damage of pump components, reduced efficiency, and operational downtime.
The NPSHr of centrifugal pumps can be reduced (i.e., improved) by using an inducer, which is a small axial-flow impeller installed at the pump inlet. The inducer increases the fluid pressure before it enters the main pump impeller, thereby enhancing the pump’s suction performance and reducing the risk of cavitation in low NPSHa conditions.
The self-priming ability of centrifugal pumps refers to their capability to evacuate air from the suction line and create a partial vacuum, allowing the liquid to be lifted and the suction pipeline to be primed in applications involving negative suction lift. This feature enables the pump to start pumping liquid without the need for manual filling of the suction pipeline.
NPSHr and self-priming ability are often misunderstood and incorrectly associated with one another. Many industry professionals mistakenly assume that a pump’s self-priming ability directly corresponds to the negative suction head (or suction lift) it can handle. In reality, these are two separate concepts:
Self-priming ability refers only to the pump’s capability to evacuate air from the suction line and create vacuum to prime itself without manual intervention.
NPSHr (Net Positive Suction Head required), on the other hand, determines whether a pump can operate without cavitation at a given suction condition, and is the key parameter in evaluating how much negative suction lift a pump can handle.
Ironically, self-priming pumps often require a higher NPSHr than conventional centrifugal pumps, making them less suitable for high negative suction lift applications, despite their self-priming capability.
Cavitation occurs when the pressure in the suction pipeline or within the pump falls to or below the vapor pressure of the pumped liquid at the operating temperature. This causes the liquid to vaporize, forming vapor bubbles. As these bubbles move into regions of higher pressure than the vapor pressure within the pump, they collapse violently (implode).
The implosions generate high-energy microjets in just a few microseconds, occurring more than a hundred times per second. These jets can exceed velocities of 50 m/s, with local pressures reaching several thousand bar. Such extreme conditions can lead to severe erosion of pump components, increased noise and vibration, reduced efficiency, and even mechanical failure.
Material selection for industrial centrifugal pumps is critical and must be tailored to the specific liquid being pumped and the requirements of the industry in which the pump is used. Understanding material choices is essential when analyzing typical centrifugal pump applications, since pumps are widely used to transport fluids with very different chemical and physical properties:
Aggressive chemicals may require pumps made entirely of plastic materials (such as polypropylene or PVDF), which offer excellent corrosion resistance where metals would otherwise corrode.
In food, beverage, and pharmaceutical applications, only materials that are certified for contact with food products such as stainless steel (typically AISI 316L or 316Ti) and FDA compliant elastomers can be used. These materials must also meet hygienic design standards (e.g., EHEDG or 3-A).
The material of the mechanical seal faces is also crucial. Seal faces must not only resist chemical attack by the pumped fluid but also be compatible with the hydrodynamic lubrication properties of that fluid. Common combinations include carbon vs. silicon carbide or silicon carbide vs. silicon carbide, depending on the application’s abrasiveness, temperature, and viscosity.
Food and Beverage Industry:
Used for pumping raw materials and processed liquids such as water, vegetable oils, palm oil, animal fats, alcohol, beer, juice, coffee, tea, wine, and other consumables. In these centrifugal pump applications, equipment must often comply with hygienic standards (e.g., EHEDG, 3-A).
Pharmaceutical Industry:
Applied for the transfer of oils, raw materials, ethyl alcohol, solvents, purified water, and other chemically pure or sterile liquids. Pumps are typically made from certified materials and must comply with top hygienic standards for the pharmaceutical industry.
Chemical Industry:
Suitable for handling acids, alkalis, organic solvents, industrial oils, chemical reagents, liquid fertilizers, and industrial wastewater. Here, material compatibility and corrosion resistance are critical due to the aggressive nature of many fluids.
Galvanic Industry (Electroplating):
Used for circulating acids, alkaline cleaning agents, and electrolytic solutions, often requiring non-metallic or corrosion-resistant materials.
Petrochemical Industry:
Centrifugal pumps are used for fuels, lubricants, refined oils, and other hydrocarbon-based fluids, often in hazardous or explosive atmospheres, necessitating ATEX-certified designs.
Water Treatment Applications:
Applied for water circulation in filtration and sedimentation processes, where pumps must reliably transport fluids with varying levels of purity and suspended solids.
Accurate pump selection depends on several critical parameters. If any of these are missing or incorrectly specified, it can lead to poor performance, premature failure, or unsafe operation.
Duty point (operating point):
Flow rate (Q) and head (H) at which the pump will operate.
Liquid properties:
Viscosity (minimum and maximum) Density Temperature (operating range) Solids content (% by volume or weight) Maximum solid particle size Hardness of solids (abrasiveness)
System conditions:
NPSHa (Net Positive Suction Head available) Suction and discharge pressure Pipeline layout and elevation differences
Environmental conditions:
Minimum and maximum ambient temperature Installation environment (indoor, outdoor, corrosive atmosphere, hazardous area, etc.)
Failure to consider or accurately specify any of these factors can result in incorrect pump selection, leading to inefficiency, cavitation, seal failure, or non-compliance with safety or process requirements.
High efficiency for low-viscosity liquids:
Centrifugal pumps are highly efficient when pumping low-viscosity fluids such as water, alcohol, and light chemicals.
Ideal for high-capacity applications:
They are well-suited for applications requiring large flow rates at moderate to high heads.
Compact design:
Compared to rotary positive displacement and reciprocating pumps, centrifugal pumps typically have smaller overall dimensions and are easier to install and maintain.
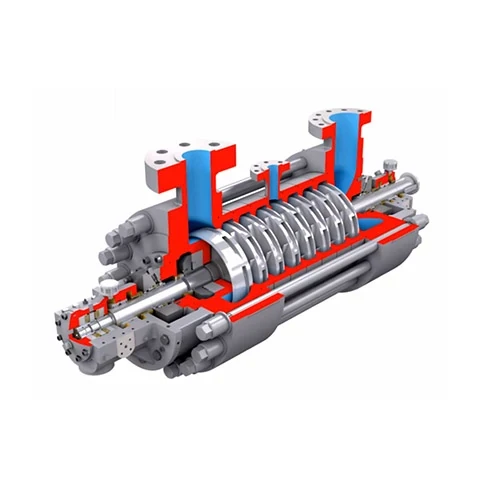
Multistage capability:
Multistage centrifugal pumps are widely used for achieving very high heads (e.g., over 2000 meters) while still handling significant flow rates, making them ideal for high-pressure applications such as boiler feedwater, mine dewatering, and high building water supply.
Not efficient for high-viscosity fluids:
Efficiency drops significantly with increasing fluid viscosity
Limited effectiveness for low-flow or metering applications:
Centrifugal pumps are not ideal for very small capacities or where precise dosing/metering is required. In such cases, positive displacement pumps could be a better choice.
Tapflo centrifugal pumps are designed with a “simplicity-first” philosophy, making them easy to commission, operate, and maintain. The design approach prioritizes functionality, reliability, and cleanability, without unnecessary complexity.
As the founder and visionary of Tapflo Group, Mr. Börje Johansson often emphasizes that “simple is art” and that Tapflo products should be no more complex than necessary to meet the essential requirements for mechanical strength, hygienic design, and operational reliability.
This philosophy translates into several customer benefits:
Reduced maintenance time and costs User-friendly operation High reliability with fewer components prone to wear or failure Easy cleaning and compliance with industry standards
Tapflo design concept ensures optimal performance across a wide range of applications while keeping ownership costs low.
Tapflo centrifugal pumps can be equipped with a wide range of accessories to meet diverse process requirements and installation conditions. Available options include:
Hygienic shrouds. Ensure protection and cleanliness, especially in food, beverage, and pharmaceutical applications.
Adjustable feet. Facilitate easy alignment and leveling during installation.
Bracket supports. Provide stable and secure mounting to foundations or base frames.
Built-on frequency inverters (VFDs). Allow precise control of pump speed and flow for improved energy efficiency and process flexibility.
Inducers. Enhance suction performance by reducing NPSHr, ideal for applications with low NPSHa.
Quenching and buffer liquid systems. Ensure reliable mechanical seal operation in harsh or sensitive applications, protecting against dry running, contamination, and leakage.
Custom designs. Special configurations can be developed to meet specific customer requirements or unique application challenges.
In addition to its standard industrial pump ranges, Tapflo Group offers custom-built centrifugal pump systems through its dedicated Tapflo Solutions department. This specialized division focuses on the design and delivery of complete turnkey units, tailored to meet specific customer requirements.
Tapflo custom systems can include:
Centrifugal pumps Piping and pipeline components (filters, pressure gauges, valves, etc.) Mixers and agitators Storage and process tanks Lifting devices and handling equipment Automation and control units (including PLCs, sensors, and control panels)
These systems are developed according to customer specifications and process needs, providing fully integrated and ready-to-install solutions that reduce engineering time, ensure compatibility, and streamline commissioning.
Tapflo hygienic centrifugal pumps are designed in compliance with the strict sanitary standards of 3-A and EHEDG, ensuring suitability for use in food, beverage, and pharmaceutical applications.
Additionally, many Tapflo pump models are ATEX certified, making them suitable for operation in explosion hazardous environments, in accordance with the ATEX Directive 2014/34/EU.
These certifications confirm Tapflo’s commitment to safety, hygiene, and regulatory compliance across a wide range of industrial sectors.
The selection of a centrifugal pump should be based strictly on accurate and complete application and industry-specific data. It is essential that the selection be reviewed and confirmed by experts from the pump manufacturer, especially when the pump plays a critical role in your production process. Choosing a centrifugal pump suitable for the specific fluid properties, operating conditions, and the overall piping system design ensures long-term efficiency and reliability.
For reliable and correct pump selection, it is important to share operational experience with existing pumps used in similar applications. Many pump issues arise not because the pump was selected incorrectly, but because the application data provided during the selection process was inaccurate or incomplete.
In many cases, pumps that function well today had to be upgraded or modified during commissioning or long-term use. Unfortunately, the original application data on which the initial selection was based is often not updated to reflect these changes. This creates a knowledge gap that can lead to recurring issues in future pump selections.
It is important to remember that one of the most valuable assets for a pump end user is the accumulated experience with existing equipment. Leveraging this knowledge and maintaining up-to-date records of changes, performance, and operating conditions — including adjustments made to the piping system — is key to making informed and effective pump purchasing decisions.
For reliable operation, every centrifugal pump should run at or near the duty point or range for which it was selected. To achieve this, operators must monitor and control the suction and discharge conditions, as well as ensure the pump itself is in proper working condition.
Besides having well-trained operators, one of the most critical factors for correct pump operation is the use of proper monitoring and control equipment. An industrial pump without pressure monitoring at both the suction and discharge sides is like a car without a dashboard. Some drivers may believe they can “feel” the speed or engine temperature, but this is widely regarded as poor practice. A similar mistake is often made by industrial pump users who rely on intuition rather than data.
Likewise, operating a centrifugal pump without the ability to adjust discharge pressure is like driving a car without a steering wheel. It might work on a straight path, but the moment conditions change, control is lost. In real-world applications, suction and discharge conditions often fluctuate, so static operation is rarely efficient or sustainable.
To maintain optimal performance and improve efficiency under variable conditions, it is advisable to implement intelligent manual or automated control of pump speed and/or discharge pressure. Variable frequency drives (VFDs) and automation systems are becoming increasingly affordable, especially as energy costs continue to rise. As a result, such systems are quickly becoming the industry standard, and companies should begin preparing for their widespread adoption.
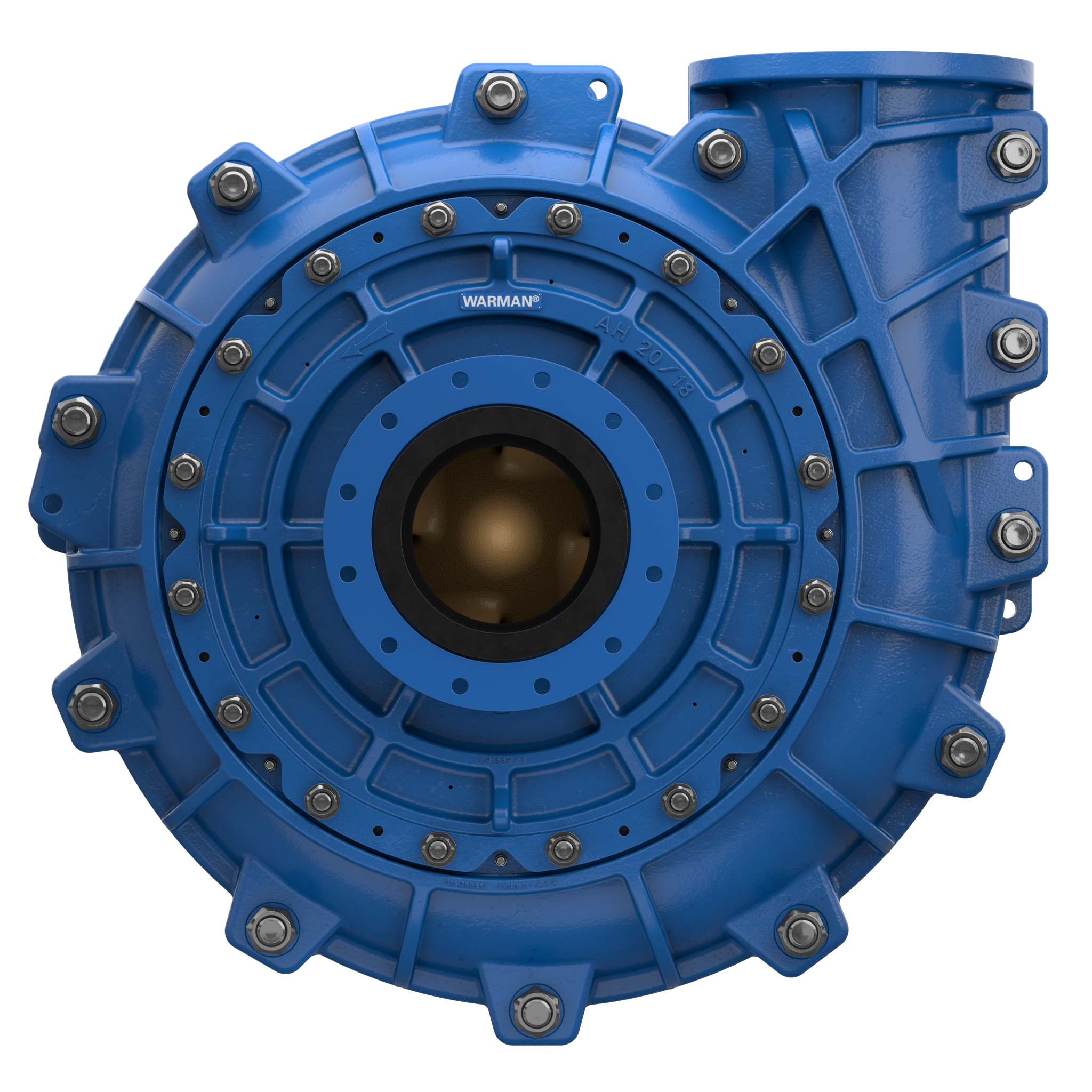
Centrifugal pumps designed to handle abrasive fluid (commonly known as slurry pumps) are specifically engineered to pump liquids containing high concentrations of solid particles, often up to 60% by volume. These pumps are built with robust features to withstand the wear caused by abrasive materials.
Key design considerations include:
Wetted Parts Materials: Slurry pumps are often constructed with extremely hard metal alloys for applications involving solids with moderate hardness. When the solids are too hard for metallic materials (or the suitable metallic materials would be too expensive), easy to replace wear-resistant rubber linings are used instead to provide the necessary solution.
Mechanical Seals: These seals must also be pressurized with clean flushing fluid to prevent abrasive particles from entering and damaging the sealing surfaces. For very high-solids-content slurries, the pumps are typically equipped with mechanical seals that operate under suction-side conditions meaning the seal is located at the pump inlet.
Hydraulic Design: Slurry pumps have larger clearances and specially designed impellers (e.g., half-open or recessed) to minimize clogging and reduce erosion.
Overall, successful pumping of abrasive fluids requires not only the right pump design but also proper seal management, material selection, and flushing arrangements.
In theory, there is no upper viscosity limit for fluids that centrifugal pumps can handle. A common industry joke says, _“If a centrifugal pump can’t handle a fluid due to its high viscosity, a bigger centrifugal pump can.”_ While humorous, this reflects a truth: with appropriate scaling and design, centrifugal pumps can indeed be used for high-viscosity applications.
For example, large centrifugal pumps are successfully used to transport crude oil with viscosities up to 5,000 cP. In such cases, centrifugal pumps are often preferred over positive displacement (volumetric) pumps because they offer:
Higher reliability Lower operational and maintenance costs More compact designs for large flow rates
Although positive displacement pumps typically provide higher efficiency with viscous fluids, their significantly larger size and cost for high-flow applications make them less attractive in some industries.
However, it’s important to note that centrifugal pumps are typically designed for a maximum viscosity range depending on their intended application. For pumps used in industries such as food, pharmaceuticals, and chemicals, this range usually falls between 150 cSt and 500 cSt. Within this range, centrifugal pumps, especially with low head, can still operate more efficiently and competitively.
Most standard centrifugal pumps are not self-priming. They require the pump casing and suction line to be filled with liquid before startup. If operated dry or with air in the system, they will fail to generate suction and can be damaged.
However, there are special centrifugal pump designs that are self-priming. These pumps are capable of evacuating air from the suction line and create vacuum to lift fluid from a level below the pump without external priming assistance. Despite this convenience, self-priming centrifugal pumps are generally less efficient than standard designs due to their more complex internal geometry.
Additionally, self-priming models typically have a higher Net Positive Suction Head required (NPSHr), which limits their ability to handle significant suction lift (negative suction head). Because of these limitations, standard non-self-priming centrifugal pumps are often preferred for applications involving:
High flow rates Continuous or high energy-consuming operation Systems with large suction lifts or long suction pipelines
In such cases, a separate priming system is used to fill the suction pipeline and pump casing before startup. These systems operate only during priming and are then stopped and isolated. Common priming solutions include:
Vacuum pump (or small self-priming positive displacement pumps or vacuum ejectors) Integrated extra piping, valves, automation and control units
This approach combines the efficiency and performance of standard centrifugal pumps with self-priming abilities.
Improper selection, installation, or operation of centrifugal pumps can lead to numerous performance and reliability issues. Below are some of the most frequent problems, their causes, and how to avoid them:
Common Problems:
1. Cavitation
Caused by operating the pump at or beyond the end of its performance curve, or due to insufficient NPSHa.
_Result_: Erosion of internal components, noise, vibration, and reduced efficiency.
2. Excessive Vibrations
Due to poor or unmaintained alignment between the pump and drive shafts.
_Result_: Bearing wear, shaft damage, and shortened pump life.
3. Incorrect Hydraulic Selection
Caused by inaccurate or incomplete application data during pump sizing and selection.
_Result_: The pump does not meet system demands, leading to poor performance or instability.
4. Wrong Material Configuration
Occurs when material selection does not match the pumped liquid’s properties (e.g., pH, abrasiveness, temperature).
_Result_: Corrosion or quick wear of pump components.
5. Mechanical Seal Failure
Often caused by accidental dry running, or startup with a closed suction valve.
_Result_: Seal faces overheat and fail, leading to leaks or total breakdown.
6. Double Mechanical Seal Damage
Caused by lack of quenching or buffer liquid, or incorrect buffer pressure.
_Result_: Quick seal wear and process fluid leakage.
7. Incorrect Operation After System Changes
When system modifications (e.g., flow, head, fluid properties) are made without consulting the pump manufacturer.
_Result_: Operating outside design parameters, risking damage and inefficiency.
8. Problems from Non-Original Spare Parts
Using non-genuine parts can compromise material quality and dimensional tolerances.
_Result_: Reduced performance, increased wear, or quick
How to Avoid These Issues:
Proper Training: Ensure that pump operators and maintenance technicians are well trained in both theory and hands-on operation.
Accurate System Monitoring: Use gauges, flow meters, pressure sensors, and control panels to monitor suction and discharge conditions in real time.
Preventive Maintenance: Regularly check alignment, seal condition, and bearing status. Monitor vibrations and noise.
Automated Control Systems: Install VFDs, pressure regulators, and alarms for abnormal operating conditions.
Consult the Pump Manufacturer: Always consult with the pump producer before making system changes or choosing spare parts.
Use Correct Startup Procedures: Always confirm open valves, primed suction lines, and adequate seal support systems before startup.
By implementing these best practices and investing in proper training and system instrumentation, many of the most common centrifugal pump problems can be prevented resulting in longer service life, higher reliability, and lower operating costs.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.