












EUR
en
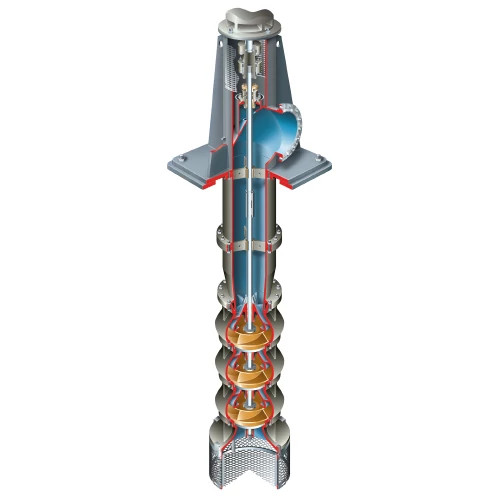
Submersible pumps are a type of pump that can be fully submerged in water. The motor is enclosed in an airtight seal and is close-coupled to the body of the pump. Submersible pumps, also known as submersible water pumps, push water to the surface by converting mechanical energy into kinetic energy, then into pressure energy. This is done by the water being pulled into the pump: first in the intake and past the intake screen, where the rotation of the impeller pushes the water through the diffuser. From there, it goes to the surface and the outlet pipe.
DAE Pumps submersible pumps are developed and built from a reliable platform design for use in a variety of applications and industries. We offer electronic and hydraulic lines of submersible pumps used in dewatering both for fresh and salt water, and for solids moving purposes. Our submersible drainage pumps, submersible sludge pumps, and submersible slurry and sand pumps provide light-duty to heavy-duty pumping options. With multiple sizes, power, and volume pumps to choose from, you get the perfect submersible pump for your exact need. The installation process is simple and does not require specific directions, making it easy for anyone to set up and operate the pump.
These reliable submersible water pumps are built for performance, pressure and peace-of-mind. The unique sealing system and modular design make them among the most flexible water pumps on the market. Easy to use and maintain (without any risk of running dry), these pumps provide the optimum maintenance solution and can be easily installed at any job site, in any country.
DAE Pumps Submersible Drainage Pumps support a variety of dewatering applications. Maintaining clean water standards is crucial in these applications, ensuring effective and safe water management. These pumps are also ideal for use in fountains and other water features, highlighting their performance and ease of use in such applications. Their robust design provides the highest level of performance, reliability, and ease of use. Our submersible drainage pumps offer a range of sizes up to 10-inches with over 80 HP and a volume capability of pumping as much as GPM.
DAE Pumps Submersible Slurry Pumps are the toughest and most durable submersible pump, capable of handling a variety of fluids, including corrosive and abrasive mixtures. Built for pumping the most abrasive slurry and materials, these pumps have the highest rating and best reviews for ruggedness. Our Submersible Slurry Pumps are made for dredging the most abrasive media with high solid content in quarries and mining operations. These pumps come with a built-in thermal reset to protect against running dry, ensuring the pump’s longevity and reliability. With up to 102 horsepower, these powerful units are capable of moving GPM of solids as large as 2.5-inches, and are available in 3-inch, 4-inch, 6-inch, and 8-inch sizes.
DAE Pumps Payload Electric Dredge Pump is a highly durable and reliable dredge pump for transporting solids and a variety of other materials. The pump volute ensures reliable and trouble-free operation, especially in applications involving sludge and water mixed with solids. This unit can be deployed from an excavator or a cable. Our industry-leading top dredge pumps are capable of moving up to cubic meters of solids per hour. The Payload Series provides non-clogging suction power to excavate and pump some of the most challenging dredging situations. The suction power handles solids up to 3.9-inches.
DAE Pumps Hydraulic Submersible Slurry Pumps are the industry’s best-performing hydraulic submersible pumps. Capable of pumping up to GPM our hydraulic pumps provide the reliability you need. Because these 3-inch and 4-inch pumps are compact, their lightweight design makes them necessary tools for all site operations. They are non-clogging and are also available in a high head performance of up to 350 feet.
The DAE Pumps Hauler Hydraulic Dredge Pump is a highly durable and reliable dredge pump for transporting solids and a variety of other materials. This unit can be deployed from an exvacator or a cable. Our industry-leading top dredge pumps are capable of moving up to cubic meters of solids per hour. The Hauler Series provides non-clogging suction power to excavate and pump some of the most challenging dredging situations. The suction power handles solids up to 3.9-inches.
Capable of Pumping Wide Array of Materials, Large Selection of Pumps and Configurations, Pump Abrasive and Gritty Material with Ease, High Tolerance Between Impeller and Pump Casing, Allowing Larger Solids, Low Maintenance
Submersible pumps are a type of pump designed to operate while being completely submerged in the liquid they are pumping. These versatile pumps are widely used in various applications, including water wells, sewage systems, mining operations, and agricultural irrigation. Typically, submersible pumps are centrifugal pumps with the motor and pump components enclosed in a waterproof casing. This design protects the internal components from the pumped liquid and allows the pump to be fully submerged, ensuring efficient and reliable operation in challenging environments, even including those with waterfall conditions. To find suitable solutions for your specific needs, consult with experts who can guide you in selecting the most effective products for your particular challenges.
Submersible pumps offer several significant benefits that make them a preferred choice for many applications: High Efficiency: Submersible pumps are among the most efficient options available. They push water to the surface rather than pulling it, which reduces energy loss and enhances performance. Low Energy Consumption: These pumps use less energy compared to other types of pumps, making them a cost-effective solution for long-term use. Quiet Operation: Designed to operate quietly, submersible pumps are ideal for residential and commercial applications where noise reduction is important. Corrosion Resistance: Made with corrosion-resistant materials, submersible pumps ensure a long lifespan and minimal maintenance, even in harsh environments. Versatility: Submersible pumps can be used in a variety of applications, including water features, ponds, and industrial processes, making them a versatile tool for many industries.
A submersible pump typically consists of the following components: Motor: The motor is the power source of the pump, responsible for driving the impeller. It is enclosed in a waterproof casing to protect it from the liquid. Impeller: The impeller is the component that creates the pressure and flow rate of the pump by spinning and moving the liquid through the pump. Pump Body: The pump body is the housing that contains the motor and impeller, providing structural support and protection. Seals: Seals are used to prevent water from entering the pump and causing damage to the internal components. They ensure the pump remains watertight. Casing: The casing is the outer housing of the pump that protects the internal components from the surrounding liquid, ensuring durability and reliability.
DAE Pumps is committed to providing you with the highest quality of pumps at affordable prices. We build our submersible pumps with you in mind. We use the strongest material inside and out to withstand the harshest conditions for getting the job done. Over the years, we built a modular platform of submersible pump that allows us to provide the highest performing pump with the same durability and reliability from one size and power to the next. This means you get the best pump each time.
Our low-cost submersible pump lines are an extension of our commitment to affordably priced pumps.These pumps are built with the same types of metal inside and out as our modular lines, but use a different technology design that brings the performance of these pumps close to those of the other models. We offer these pumps with a lower guarantee so you can get very high-grade pumps at the best prices.
Submersible pumps are the industry’s most durable pumps for underwater operations moving solids and liquids. These pumps are essential for agricultural irrigation systems, efficiently supplying water to various plants in greenhouse settings. They can withstanding everyday use of processing water, rocks, sand, mud, sludge, slurry, and other abrasive materials. DAE Pumps provides a variety of submersible pumps for mining, dredging, minerals processing, ash pumping, wastewater, dewatering, and pumping chemicals, oil, sludge, paste, and many other applications. We offer light-duty to heavy-duty submersible drainage pumps, submersible sludge pumps, and submersible slurry pumps.
Made to pump thick mud and other similarly viscous mixtures of liquids and solids, submersible sludge pumps are used for moving sludge or light slurry, tank clean-outs, trench and pond cleaning, mining dewatering operations, and various other applications. Sewage pumps play a crucial role in wastewater management by efficiently handling and transporting waste materials. The sludge pump moves the material that can clog ordinary drainage pumps.
DAE Pumps heavy-duty sludge pumps can move water, but they are made for moving solid material and are built with a high wear resistance inside and out. The high-chrome (55HRC) impellers and base of the pump ensures stability while allowing the passage of large solids. The high-quality components for the mechanical seal guarantees a watertight seal and trouble-free operation. Our submersible sludge pumps move up to 420 GPM and come in multiple sizes and power options. These sturdy sludge pumps provide the reliability you need and the performance you can trust for your dewatering, cleaning, and transferring needs.
Sand is one of the most abrasive materials for any type of pump to manage. The beating of sand on the impeller, volute, and even the hose cause extreme wear and tear on pump components. The submersible sand pump is designed to minimize the effects of blasting sand. However, over a period of extended time, the submersible sand pumps will show signs of wear on these parts from the constant pounding of sand and will require replacement.
Our submersible sand pump wear components are built with a high chromium iron, an extremely strong alloy that is mainly used in mining, milling, earth-handling, and manufacturing industries which require materials with exceptional wear and corrosion resistance. The exceptional wear resistance of high chromium cast iron is due to the high volume fraction of hard chromium carbides. The toughness of the matrix also contributes to the wear resistance and makes it very suitable for pumping sand.
DAE Pumps non-clogging submersible sand pumps provide the ultimate in toughness and sand pumping capabilities. Our pumps move up to gallons per minute of material and are available in 3-inch, 4-inch, and 6-inch models.
The submersible drainage pump is built for general dewatering, groundwater, raw water, and construction site use. Dewatering pumps feature advanced technology, including automation and performance monitoring, making them essential for applications in mines, construction sites, and tunnels. Construction companies and various municipalities use drainage pumps for removing water from heavily flooded areas and as sump pumps when rainwater or groundwater collects in low-lying and below ground work areas.
DAE Pumps drainage pumps are designed for flexibility and ease of use. Capable of pumping solids up to .5-inches, the durable design is made to move large amounts of water. DAE Pumps drainage pumps handle clean and dirty water with the best performance and efficiency on the market. Our drainage pumps provide powerful performance with minimal maintenance, and their durable body ensures continued use in harsh environments. We offer a variety of drainage pumps in 3-inch, 4-inch, 6-inch, and 10-inch discharge outlets with a horsepower of over 80 HP, and capable of pumping up to GPM.
The submersible slurry pump is the catch-all of submersibles. Capable of pumping the most abrasive media with high solids content, the slurry pump is the workhorse for quarries and settling pond operations. These pumps are used for everything from dewatering to dredging. Submersible dewatering pumps offer high power and performance, robust motor protection, innovative technology for operational efficiency, and are suitable for challenging environments like tunnels and construction sites. The pump shaft is connected to the gas separator or the protector by a mechanical coupling at the bottom of the pump, and is rotated by the motor to rotate the pump impellers and lift fluid through production tubing to the surface.
DAE Pumps non-clogging submersible slurry pumps provide the ultimate in toughness. They have the largest apertures to facilitate the handling of slurry with the most challenging solids and the high-efficiency high chrome agitator can lift settled solids up to 2.5-inches. The robust design uses heavy-duty bearings to withstand shocks and overloads and a double silicon carbide mechanical seal for duty application. Our slurry pumps are available in 3-inch, 4-inch, and 6-inch models, with the ability to move up to GPM.
Proper installation and maintenance are crucial to ensure the optimal performance and longevity of a submersible pump. Here are some tips: Installation: Submersible pumps should be installed in a way that allows for easy access and maintenance. The pump should be submerged in the liquid at a depth that allows for optimal performance. Ensure that the pump is securely positioned to prevent movement and potential damage. Maintenance: Regular maintenance is essential to prevent corrosion and ensure optimal performance. The pump should be inspected regularly for signs of wear and tear, and the seals should be replaced as needed. Cleaning the pump and its components periodically will also help maintain efficiency and extend its lifespan.
Submersible pumps can be hazardous if not handled properly. Here are some safety precautions and troubleshooting tips: Safety Precautions: Always follow the manufacturer’s instructions when handling and installing a submersible pump. Wear protective gear, such as gloves and safety glasses, when working with electrical components. Ensure that the power supply is turned off before performing any maintenance or repairs. Troubleshooting: Common issues with submersible pumps include low pressure, low flow rate, and overheating. Check the pump’s electrical connections, impeller, and seals for signs of wear and tear. Ensure that the pump is not clogged with debris. Consult the manufacturer’s manual for troubleshooting guides and, if necessary, contact a professional for assistance.
By following these guidelines, you can ensure the safe and efficient operation of your submersible pump, maximizing its performance and lifespan.
Dewatering, Mining, Wastewater, Raw Water, Groundwater, Dredging
Slurry, Sludge, Paper/Pulp, Chemical, Oil, Coal Ash
Fly Ash, Barge Offloading, Tank Clean-out, Pond Cleaning, and many more
The low-cost 3-inch submersible pumps provide power and speed for transporting liquids and light materials through a 3-inch discharge valve. The DAE Pumps 3-inch submersible pumps allow the most abrasive solids and sludge up to 2-inch in diameter to pass. We manufacture a couple of versions of the 3-inch pump that offer the same rugged construction body, head, motor, and watertight seals as all our models. Options include an open stand or a strainer with an agitator for suctioning materials. DAE Pumps 3-inch submersible pumps will transport sand, sludge, and rock up to 449 GPM at 11.5 HP.
More efficient 4-inch submersible pumps provide higher power and speed for transporting liquids and materials. DAE Pumps manufactures a few more versions of the 4-inch pump with the same rugged construction body, head, motor, and all-important watertight seals. 4-inch submersible pumps allow for larger sizes of abrasive solids and sludge up to 2-inch in diameter to pass through the 4-inch discharge valve. Options are similar to the 3-inch models with an open stand or a strainer with an agitator for suctioning materials. DAE Pumps 4-inch submersible pumps will transport sand, sludge, and rock up to 792 GPM at 30 HP.
The cost-efficient 6-inch submersible pumps provide even higher power and speed for transporting liquids and materials through the 6-inch discharge. These models continue with the same rugged construction body, head, motor, and all-important watertight seals, and offer an open stand or a strainer with an agitator for suctioning materials. The 6-inch submersible pumps allow for even larger sizes of abrasive solids and sludge up to 2.5-inch in diameter to pass. Variations of DAE Pumps 6-inch submersible pumps will transport sand, sludge, and rock up to GPM at 102 HP.
Heavy-duty 8-inch submersible pumps provide the highest power and speed for transporting liquids and materials. These submersible pumps continue the same rugged construction body, head, motor, and all-important watertight seals, along with options of an open stand or a strainer with an agitator. The 8-inch submersible pumps allow for the largest sizes of abrasive solids and sludge up to 2.5-inch in diameter to pass through the 8-inch discharge valve up to GPM at 75 HP.
Heavy-duty 8-inch submersible pumps provide the highest power and speed for transporting liquids and materials. These submersible pumps continue the same rugged construction body, head, motor, and all-important watertight seals, along with options of an open stand or a strainer with an agitator. The 8-inch submersible pumps allow for the largest sizes of abrasive solids and sludge up to 2.5-inch in diameter to pass through the 8-inch discharge valve up to GPM at 75 HP.
Choosing the right submersible pump for the job is essential in efficiently transporting large volumes of water and solids, which effectively saves time and money. Using a submersible pump with the proper flow rate, head, impeller, and agitator expedites the pumping process and ensures hassle-free operation. The size and shape of the head and the discharge outlet determine the flow rate of a pump. The pump head suctions in water, slurry, sludge, sand, and rocks, while the discharge outlet expels out the material.
Coiled tubing umbilicals are used to deploy both the piping and electric cable, as well as to include cables for sensor and control data within the tubing.
DAE Pumps submersible drainage pumps use strainer stands to ensure mostly water passes through. The submersible slurry pump comes with an open stand or strainer design, and our submersible slurry pumps have a combined open stand with a strainer. The submersible pumps also have an agitator or impeller to prevent too large of size rocks from entering and clogging the pump. Next, the larger the head and discharge outlet, the more material it can move. A slurry hose connects to the discharge outlet to transport the materials. Because the submersible slurry pump is in water, there is no need to prime the pump, thus providing a very efficient way of moving slurry. Submersible slurry pumps are powered electrically (ESP) or hydraulically (HSP).
Sludge and slurry are a combination of a wet mixture of liquids and solids. Their consistency and texture are what differentiate the two, however, there is no defining factor that separates them. Sludge is typically a thicker and soft substance. Slurry on the other hand is thinner and sloppy. The two materials can typically be found in the same type of environment. Sludge and slurry can be found at the bottom of wastewater containers or ponds consisting of thick mud, clay, or wastes containing rocks and sand. These same locations along with lagoons, mine tailing ponds, water containers, and numerous other facilities can also contain the thinner mud, vegetation growth, and other wastes that makeup slurry.
DAE Pumps high-performance submersible pumps are capable of pumping slurry and sludge with ease. The impellers cut through tough debris, and the powerful suction moves the material. There are multiple factors to take into account when determining the right slurry or sludge pump, not just the material. Distance and height needed to pump, along with desired flow rate also contribute to the pump selection process. A custom pump curve from DAE Pumps helps identify the best pump for your needs. Contact a DAE Pumps sales or engineer to help you with locating the ideal pump for you.
Get turnkey solutions that include dredge hoses, slurry flow meters, power units, and more. Choose from multiple sizes of slurry hoses for the transferring of materials, wireless flow meters for measuring the flow rate in gallons per minute of liquid, and power units for operation. Parts are always in stock and available for immediate shipping to anywhere in the US and the world.
Slurry pumping is a process used to transport mixtures of liquids and solid particles, known as slurries, through pipelines or other conveyance systems. This process is crucial in various industries, including mining, construction, and wastewater treatment, where the handling of abrasive and corrosive materials is common. Slurry pumps, specifically designed for this purpose, utilize centrifugal force to generate the necessary pressure and flow rates for efficient slurry transportation.
The selection of the right pump for slurry applications is vital, considering factors such as the type of slurry, its density, viscosity, and the solids concentration. Heavy-duty slurry pumps, including horizontal and vertical configurations, are engineered to withstand the tough and abrasive duties associated with slurry pumping. These pumps are designed to provide superior performance, reliability, and durability, even in the most demanding conditions.
The use of high-efficiency impellers and advanced materials in slurry pumps ensures constant and uniform delivery of the slurry, minimizing wear and tear on the pump components. Proper maintenance and operation of slurry pumps are essential to optimize their performance, reduce maintenance costs, and ensure reliable operation.
A slurry pump is a standard centrifugal pump specifically designed to manage highly abrasive, high-density slurries containing solid particles. Essential in industries like mining, dredging, construction, and wastewater treatment, these centrifugal slurry pumps and their pump components are designed to handle extreme conditions and demanding tasks, ensuring reliable performance and avoiding clogging. In mining operations, slurry pumps are essential for transporting ore and tailings efficiently, addressing the unique challenges faced by mines such as limited water access and the need for improved energy efficiency.
In mining, these centrifugal slurry pumps move ore and tailings; in dredging, they assist with abrasive applications like sediment removal and land reclamation projects.
These pumps are vital for mixing and transporting concrete in construction and handling slurries and waste materials in wastewater treatment facilities.
Additionally, slurry pumps are crucial in other industrial processes, such as power generation and chemical processing (where they tend to be called process pumps).
Robust construction and excessive wear-resistant lining of these slurry pumps maximize ease of maintenance and minimize downtime, ensuring superior performance and enhancing operational efficiency and productivity.
A slurry pump transports abrasive, viscous fluids and high-density slurries with solid particles. Heavy duty slurry pumps are designed for challenging conditions where conventional centrifugal pumps fail, with process pumping as an example.
The efficiency and durability of heavy-duty slurry pumps can significantly lower operating costs by maximizing wear life and reducing energy consumption, which is crucial for sustainability in mining operations.
Conventional pumps often struggle when pumping slurry with abrasive materials and high solids concentrations. As a result, wear parts become common during any particular pump application—failure of mechanical seals at the pump casing is the most common, but pump shaft and electric motor issues can occur.
Heavy-duty slurry pumps are critical for efficiently pumping slurries and large solids in demanding mining, dredging, construction, and wastewater treatment applications. Submersible pumps can also be the right pump for the job, because their heavy duty construction makes them perfectly suited for slurry applications.
These pumps withstand challenging conditions, maintain productivity, prevent equipment damage, and offer ease of maintenance.
The best pump for handling slurry is typically a standard centrifugal pump with robust construction and wear-resistant components. These pumps are designed for pumping slurries and managing the slurry’s abrasive nature and high solids content.
Traditional centrifugal pumps are ideal for transporting fine particles. Specialized centrifugal pumps, such as submersible and heavy-duty horizontal slurry pumps, are erosive-wear and are ideal for slurry pumping for mining, dredging, and wastewater treatment industries.
Their durable design with robust lining materials ensures longevity and efficiency under the demanding conditions of the pumps, no matter the particular application.
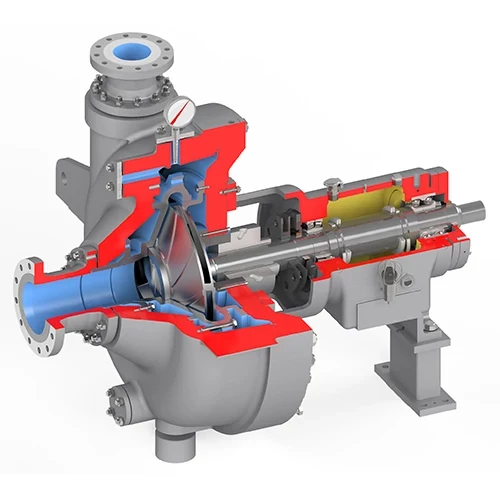
A heavy-duty slurry pump uses the centrifugal force and kinetic energy generated from a rotating impeller to move the sludge mixture through the centrifugal pump and discharge a significant amount of pressure for constant and uniform delivery.
The impeller creates a low-pressure area, creating a suction force, drawing the slurry in, and increasing its velocity and pressure. The high-efficiency impellers and casing of these centrifugal pumps are designed to handle abrasive particles and feature significant passages to prevent clogging – very necessary for slurry pumping. Additionally, the pump casing is crucial for protecting the pump from abrasion and erosion, often utilizing metal or rubber linings to enhance wear resistance.
Constructed with wear-resistant pump components like the innovative impeller, these centrifugal pumps are durable and practical in transporting high-density, abrasive slurries in various industrial applications.
A slurry pump, engineered with hardened materials and wear-resistant components, is the ideal or right pump for handling abrasive slurries. These positive displacement pumps withstand harsh conditions, ensuring long-term durability and reliable performance. Submersible slurry pumps and heavy-duty horizontal pumps are particularly effective for this purpose.
Submersible slurry pumps operate directly at the source, minimizing cavitation and efficiently handling high solid concentrations. Heavy-duty horizontal pumps, mounted outside the slurry, have reinforced casings and impellers to resist or reduce wear parts. Both types are widely used in mining, dredging, and wastewater treatment industries for transporting abrasive slurries with high solids content.
Slurry, sludge, or mud pumps are designed to manage high solids concentrations.
These pumps excel in handling abrasive and dense mixtures, making them essential for various industrial applications with easy maintenance.
The pump’s discharge pressure produced by a heavy-duty slurry pump depends on pump size, impeller design, operating speed, and discharge head requirements.
Pump size and impeller design influence efficiency and suction, while operating speed and discharge high head determine energy and pressure needs.
Slurry pumps can generate pressure from a few psi to several hundred psi and are suitable for various mining, dredging, and water treatment applications depending on the impeller design and high head force. The required pressure rating suits the application’s demands and slurry characteristics.
Sizing a slurry pump involves a detailed and careful process that includes determining the required suction force, discharge rate, head pressure, and the specific operating conditions of the application.
In addition to these primary considerations, several important factors, such as sludge density, viscosity, and particle distribution, significantly influence the selection and sizing of the pump.
These factors must be meticulously evaluated to ensure that the chosen pump operates efficiently and reliably and meets the application’s demands.
Pump size refers to a slurry pump’s physical dimensions and specifications, including the impeller’s diameter, the pump casing’s length, and the motor’s power rating. These measurements are crucial for the pump’s design.
Proper pump sizing ensures optimal performance and greater efficiency for the intended application. Accurately sizing the pumps allows them to handle the specific demands of the slurries, improving longevity and reliability.
The slurry is measured by density, expressed in weight per unit volume like pounds per gallon (lb/gal) or kilograms per cubic meter (kg/m³). The density is influenced by solids concentration, particle size distribution, and liquid phase viscosity.
Solids concentration refers to the amount of highly abrasive slurries in the slurry, while particle size distribution indicates their size range. Liquid phase viscosity affects slurry flow. These factors determine the slurry’s overall density, essential for various industrial applications.
The sludge flow rate is calculated based on the velocity of the pumping slurry, the discharge pipe’s cross-sectional area, and the pump’s efficiency.
Hydraulic calculations and pump performance curves, provided by the manufacturer, help predict and adjust the flow rate for optimal pump performance.
Yes, the slurry can be pumped using specialized pumps designed for handling and pumping abrasive slurries and high-density slurries with solid particles. These pumps are specifically engineered for such challenging conditions.
These pumps are built to withstand the abrasive nature of the sludge and transport it efficiently. Their robust construction and advanced materials ensure reliable performance in various industrial applications.
Centrifugal pumps with robust construction and wear-resistant materials are typically best suited for handling slurry applications. These standard pumps are designed to endure the abrasive conditions often found in slurry transport.
Specifically designed slurry pumps, such as submersible and heavy-duty horizontal pumps, are commonly used for pumping slurries with high concentrations of solids. Their specialized design ensures efficient and reliable operation in demanding industrial environments. Once these conditions are met, a slurry pump can be called the right pump for slurry applications.
A slurry system typically involves a slurry pump that draws the sludge from a storage tank or pit and pumps it through pipelines to the desired location. The sludge may undergo further processing or treatment before being discharged or reused.
Here are some slurry pumping applications: Mining and mineral processing, Dredging and sand extraction, Aggregate processing and handling, Wastewater treatment, Power generation, Chemical processing
Their robust design and ability to handle abrasive materials make them indispensable across these industries.
The four methods of spreading slurry are: Broadcast spreading, Injection spreading, Trailing shoe spreading, Dribble bar spreading
The gases commonly found in the process of pumping slurries are: Oxygen, Nitrogen, Carbon dioxide, Methane
The sludge typically comprises a fluid, usually water or another solvent, combined with solid particles. These particles can include sand, clay, minerals, or organic matter, depending on the specific application.
The composition of the slurry can vary widely and is influenced by the type of content being processed. For instance, in mining, the sludge might contain minerals and ores, while in construction, it could include sand and cement. The precise mixture is tailored to the needs of the particular industrial process.
The slurry is collected using equipment such as slurry pumps, dredges, or vacuum systems that draw it from its source. These sources can include tanks, pits, or designated containment areas.
Once collected, the sludge may be transported for further processing, treatment, or disposal. This ensures that the sludge is handled appropriately according to the specific requirements of the industrial application.
The formula for slurry varies depending on the specific composition of the mixture. Generally, sludge can be described as a suspension of solid particles in a fluid medium.
The proportions of solids and fluids in the slurry determine its characteristics, including its density, viscosity, and flow properties. This variation allows slurry to be tailored for different industrial and heavy-duty applications.
Slurry is essential for various industrial processes and applications, including mining, construction, agriculture, wastewater treatment, and environmental remediation. It allows for the efficient transport, handling, and processing of solid mixes that would otherwise be difficult to manage.
Slurry aids in the transportation of ores and minerals in mining. In construction, it is used in concrete and grout applications. Agriculture benefits from sludge in the form of nutrient-rich sludges, while wastewater treatment uses it to manage and treat sewage and sludge. Environmental remediation employs sludge for sediment removal and soil stabilization.
Slurry is typically measured in terms of its density, expressed in weight per unit volume (e.g., pounds per gallon or kilograms per cubic meter). The density of the slurry is influenced by factors such as the concentration of solids, particle size distribution, and the viscosity of the liquid phase.
The concentration of solids refers to the amount of solid material suspended in the slurry. Particle size distribution indicates the range and proportion of different particle sizes. Viscosity, or the thickness of the liquid phase, affects the slurry’s flow properties, contributing to its overall density.
Whether you're looking to improve efficiency, reduce costs, or stay ahead in the market, horizontal slurry pump can offer significant value, and you can make better choices tailored to your specific needs.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.



This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.