













EUR
en
Mineral froth pumping utilising centrifugal slurry pumps is a major engineering challenge for the end users and pump manufacturers due to the undesirable outcome of unstable pump performance. Most of these challenges occur due to incorrect pump selection and suction tank design. The traditional approach is to oversize the pump for pumping mineral froth. New horizontal slurry froth pump designs offer opportunities to improve the mineral froth with challenging (high) Froth Volume Factor while maintaining high efficiency, long wear life and stable pumping performance. This paper examines the flotation process in detail and how froth pumps are designed to handle this arduous process.
The following terms are used in this document: Slurry: two-phase solid-liquid mixture ( De-aerated mixture ) Mineral froth: three-phase solid-liquid-air mixture ( Aerated mixture ) Froth Volume Factor (FVF): the ratio between initial mineral froth volume and final slurry volume after a 24 hour period of time. Boyle’s Law: P*V = constant, where P is air pressure and V is air volume
To extract minerals from ores generally requires crushing and grinding the ore. For complex ores, and to maximise the recovery of minerals, it is ground to fine particle sizes. The flotation process is often utilised to liberate the minerals from rock. The fine particles in the form of slurry are introduced into agitated flotation cells with the addition of air and flotation agents. The fine particles of mineral ore attach themselves to the air bubbles and float to the surface as mineral froth, while the waste rock sinks. The mineral froth spills over the side of the flotation cells and is recirculated through other stages of the flotation process to achieve the maximum efficiency and mineral recovery. Mineral froth created from the flotation cells contains fine particles with a fine dispersion of air bubbles. To move the mineral froth from one flotation cell to another and then to the next process requires pumping. The characteristics of the mineral froth depend on the type of ore being treated, the fineness of the particles, the concentration, the amount of air in the mineral froth and the type of reagent used. Mineral froth can vary from brittle (easily broken down with the bubbles generally being large) to tenacious (the air is tightly bound in the mineral froth and will remain a froth for many hours – these bubbles tend to be very fine). The characteristics of the mineral froth will change from day-to-day and even hour-to-hour depending on the varying parameters. Combinations of various ore material push the limits of the flotation process further, to recover more minerals and to improve flotation process efficiency. This means mineral froth with a higher Froth Volume Factor (FVF) in the flotation process is generated, resulting in arduous froth pumping conditions. The air in the mineral froth is equivalent to a fluid with a very high saturated vapour pressure close to atmospheric pressure. Consequently, the available Net Positive Suction Head (NPSHa) when pumping a mineral froth is usually very low.
The Warman® SP, SPR and AF vertical heavy duty centrifugal slurry pump series SP have been traditionally used for pumping mineral froth. Due to the added bulk of the froth, the size of the conventional centrifugal slurry pumps used for mineral froth pumping must be larger than if selected for standard slurry. Vertical pumps do not use submerged bearings and do not utilise shaft seals. Semi-open impeller designs with vanes located on both sides of the shroud, or only on the top side, are suitable for pumping froth. Mineral froth can escape around the shaft into the slurry level in the sump or the tank. With a vertical pump design using a cantilever shaft, the pump critical speed determines a lower pump Total Head (TH) of approximately 25 metres. Critical speed constraints can be overcome by special volute design and/or shaft materials. As flotation technology evolves, the volume of product processed increases. To attend to this new demand, there is a need to pump higher flow rates with an increased head. Vertical pumps used previously may become undersized and unsuitable to handle these new flow-head requirements. If such a pump is not upgraded and is taken to its limit during operation, its ongoing operational cost becomes an issue due to more frequent bearing failures and lower pump efficiency.
The Warman® AHF horizontal heavy duty centrifugal slurry pump series, and the Warman® MF and LF series have a smaller footprint for their capacity, are easier to maintain and less sensitive to bearing and shaft failure due to very low vibration levels. Horizontal pumps are available in larger sizes than vertical pumps, so they can also handle larger flow rates of mineral froth. The preferred method to improve pumping mineral froth is to enlarge the pump intake diameter to expose the maximum possible volume of fluid flow to the impeller blade action. The spinning impeller is also able to induce pre-rotation and shear to the froth in the intake pipe ahead of the pump, thereby assisting mineral froth handling. Semi-open impellers are very effective in inducing swirl motion to the mineral froth in the intake pipe. For very tenacious mineral froth, it is necessary to enlarge the pump inlet size as well as adding impeller inducer vanes (scoops) in the pump intake.
This pump configuration is called a non-vented standard horizontal froth slurry pump design. A large population of pumps prove the non-vented design concept. However, in certain mineral froth conditions with high FVF and tenacious mineral froth, the non-vented pump application results in unstable pump performance due to air lock (air binding) in the impeller eye. Additional methods to reduce FVF in a suction sump can be used, but sometimes they turn out to be too costly and typically end users are not in favour of this type of solution.
A venting pipe fitted into the pump suction can be used to release air lock. The addition of a venting pipe has a minimal practical enhancing effect on pump performance and is very rarely fitted into the pump on site.
The way forward for pumping mineral froth with high FVF is to explore the technique of separating gas from highly aerated mixtures and subsequently venting the separated gas through the impeller back shroud. This technique has been used in paper stock pumps since the 1980’s. For this purpose a single stage pump equipped with a semi-open impeller was utilised; this impeller incorporated back expelling vanes and back shroud vent holes. Additionally, a vented gas collection chamber was installed behind the impeller with supplementary accessories to assist in removing the lighter aerated fraction. The primary accessory for gas evacuation assistance found in other pumps for handling gaseous mixture is a vacuum pump; either being incorporated on the same pump shaft and placed in the gas collecting chamber or connected to a venting pipe separately. However, once abrasive solid particles are present, vacuum pumps do not work due to their tight internal clearances.
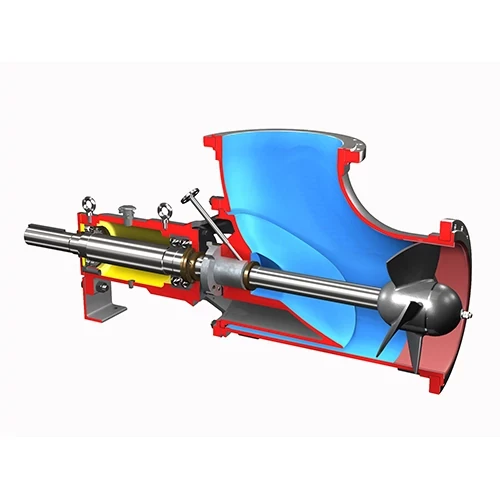
Figure 7 shows a Warman® horizontal heavy duty froth centrifugal slurry pump incorporating the new vented design - Continuous Air Removal System (CARS).
The CARS design has been developed and refined with the extensive assistance of Computational Fluid Dynamics (CFD) analysis, and a significant amount of testing which took place in real flotation processes with high FVF mineral froth (FVF > 1.4).
The CARS design performs by separating and removing gas from the froth inside the pump in a two-stage process. In the first stage of the CARS process, the flow inducer blades of the froth impeller promote the motion of the froth slurry into the impeller’s eye, while inducing pre-rotation for initial separation of the high gas volume fraction towards the centre of the impeller and towards the venting holes located on the impeller back shroud.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.