














EUR
en
The chemical industry depends heavily on reliable and safe pumping systems to transfer acids, alkalis, solvents, slurries, and hazardous fluids. Choosing the right pump is critical because chemical processes involve corrosive materials, high temperatures, and strict safety requirements. This leads many engineers and buyers to ask: How many types of pumps are there in the chemical industry?
The answer depends on application, fluid properties, pressure requirements, and safety standards. In general, chemical industries use two main pump categories—centrifugal pumps and positive displacement pumps—with several sub-types under each category.
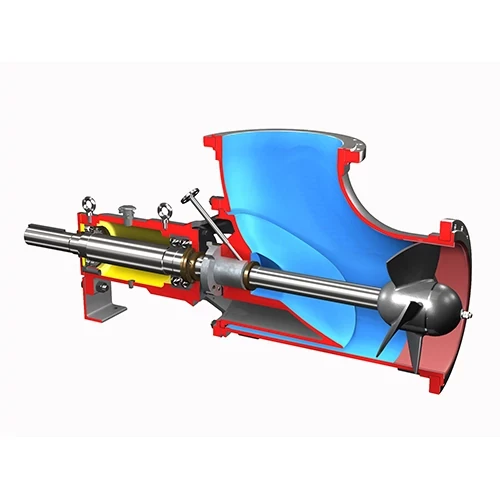
Centrifugal pumps are the most commonly used pumps in chemical processing industries. They are preferred for handling large volumes of liquids with low to medium viscosity.
Acids and alkalis, Solvents, Cooling water, Process liquids, Chemical transfer lines
✔ Simple design, ✔ Continuous flow, ✔ Easy maintenance, ✔ High efficiency for clean chemicals
Centrifugal pumps are ideal when flow rate is more important than pressure accuracy.
Metering pumps are critical in chemical industries where precise dosing is required. These pumps inject exact quantities of chemicals into pipelines or reactors.
Chemical dosing, pH control, Chlorination, Additive injection, Corrosion inhibitors
✔ Extremely accurate flow, ✔ Handles corrosive chemicals, ✔ Adjustable dosing, ✔ Safe and controlled operation
Metering pumps are essential in water treatment, pharmaceuticals, and specialty chemical plants.
Gear pumps are positive displacement pumps designed to handle viscous fluids efficiently.
Resins, Polymers, Oils, Adhesives, Thick chemical solutions
✔ Constant flow rate, ✔ Handles thick liquids, ✔ Compact design, ✔ Reliable performance
Gear pumps are widely used where consistency and pressure stability are required.
Diaphragm pumps are commonly used when handling toxic, corrosive, or abrasive chemicals.
Acids, Alkalis, Slurries, Hazardous chemicals
✔ Leak-free operation, ✔ No shaft sealing issues, ✔ Safe for dangerous fluids, ✔ Easy maintenance
Air-operated diaphragm pumps (AODD) are especially popular in chemical plants for safety reasons.
Screw pumps are used for smooth, pulsation-free flow in chemical processes.
Solvents, Viscous chemicals, Continuous processing lines
They offer stable performance and minimal vibration, making them suitable for sensitive chemical reactions.
Peristaltic pumps are used where contamination must be avoided.
Specialty chemicals, Laboratory chemicals, Pharmaceutical-grade fluids
They move fluids through flexible tubing, ensuring no contact with pump components.
Submersible pumps with corrosion-resistant materials are used for chemical pits, effluent tanks, and wastewater handling.
Chemical effluents, Wastewater treatment, Chemical sump applications
Pump Type Application, Centrifugal Pump General chemical transfer, Metering Pump Precise chemical dosing, Gear Pump Viscous chemicals, Diaphragm Pump Hazardous & corrosive fluids, Screw Pump Continuous chemical flow, Peristaltic Pump High-purity chemicals, Submersible Pump Chemical pits & effluents
So, how many types of pumps are there in the chemical industry?
There are multiple pump types, each designed for specific chemical processes. From centrifugal pumps for bulk transfer to metering pumps for precise dosing and diaphragm pumps for hazardous chemicals, selecting the right pump ensures safety, efficiency, and long-term reliability.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.



This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.