












EUR
en
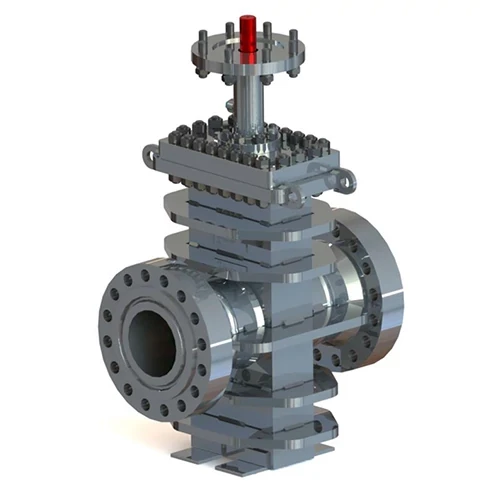
If you’ve ever toured a coal plant’s ash yard after shift-change, you know the gear that survives there doesn’t do it by luck. The ash slurry pump has to swallow abrasive fines, biggish particles, and the occasional “mystery bolt,” and keep going. The ASD Slurry Pump—built in Beisu Industrial Park, Wuji County, Shijiazhuang—has quietly become a staple in that beat-up corner of the plant. And yes, I’ve seen it up close, mud and all.
Plants are pushing toward higher solids (to cut water use), remote monitoring, and liner materials that don’t need weekly nursing. Surprisingly, more operators are speccing rubber liners for certain fly-ash streams and switching to Cr28 metal when cyclone underflow gets nasty. Vendors now offer smarter seal packages because downtime at the seal gland is still the budget-killer.
Size≈1.5–28 inches Capacity≈5–10,000 m³/h (real-world use may vary) Head≈5–40 m per stage Wet-end materials High-chrome Cr27/Cr28; molded rubber options Seals Packing seal; expeller (dynamic) seal Origin Beisu Industrial Park, Wuji County, Shijiazhuang, Hebei
Typical bottom-ash line: hopper → clinker grinder → launder/chute → ash slurry pump → pipeline (with elbows/thickeners) → hydrocyclone → dewatering screen → silo/pond. Materials ride at 25–55% solids by weight; some sites push ~65% for short bursts. The ASD’s Cr28 volute and impeller hold up well on cyclone underflow where particle impact is brutal.
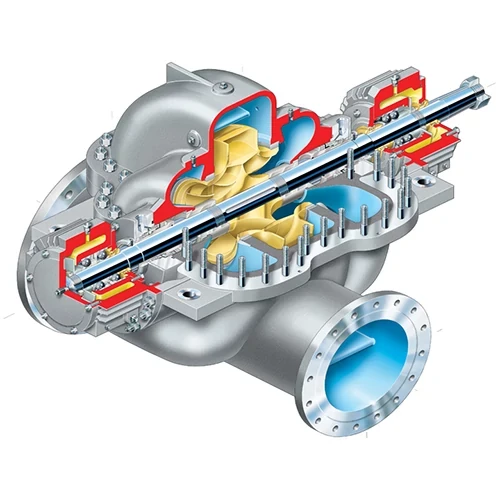
You can dial in impeller diameter trims, switch between Cr27 and Cr28 (I lean Cr28 for sharper silica), rubber vs. metal liners by duty, and packing vs. expeller seal. Bearing housings with extra labyrinth protection are popular on high-splash floors. Many customers say a simple flush ring added 20–30% life in gritty recirculation loops.
Case 1 (600 MW coal plant): ash slurry pump handling 42% solids bottom ash, 800 m³/h at 22 m head. Switched from Cr27 to Cr28 impeller; MTBR rose from 2,100 h to 3,150 h. Seal water cut by ≈30% using expeller seal and a modest throat-bush tweak.
Case 2 (tailings thickener underflow): 58% solids, 14 m head, rubber-lined wet end. Operators report smoother startup, and, to be honest, less cavitation chatter than their previous frame. Wear audit after 1,800 h showed ≈1.2 mm average liner loss.
Final thought: whether you spec rubber or metal, the gains usually come from the unglamorous bits—correct speed, realistic NPSH margin, and elbows that aren’t sandblasting the cutwater. The ASD gets those basics right, which is why maintenance teams, quietly, keep ordering it.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.