












EUR
en
WARNING: In any positive-displacement pump system, a reliable pressure-protection device must be used in the discharge piping to avoid a dangerous pressure increase, which could cause the pump or any component in the discharge piping to burst and can lead to serious injury. A pump-mounted integral relief valve is not intended to be used in this manner.
WARNING: This pump contains powerful permanent magnets that can cause serious injury. Read the appropriate section of this IOM before doing any service work.
WARNING: Magnetic field can disrupt medical implants such as pacemakers. Implant wearers should remain a minimum of 0.3 m (1 ft) away from pump and 1 m (3 ft) away from disassembled magnets.
WARNING: Magnets inside the pump can damage electronic equipment or magnetic media.
WARNING: This pump is designed to rotate only in the direction indicated. Do not run the pump in the opposite direction for long periods because internal passageways that control axial thrust will not work correctly, causing premature wear and reduced pumping efficiency.
WARNING: The inner magnets on the back of the rotor assembly are strongly attracted to the outer magnets in the outer-drive assembly. During the separation process, there will be a strong force of up to 136 kg (300 lbs) trying to pull them back together, which can create a powerful pinch point.
WARNING: Failure to have each magnet segment in opposite polarity with adjacent magnets will cause a significant reduction of coupling torque.
WARNING: Maximum temperature limits are based upon mechanical stress only. Certain chemicals will significantly reduce maximum safe operating temperatures. Consult Chemical Resistance Guide for chemical compatibility and temperature limits.
WARNING: Prevent static sparking. If static sparking occurs, fire or explosion could result. Pump, valves and containers must be grounded to a proper grounding point when handling flammable fluids and whenever discharge of static electricity is a hazard.
WARNING: For applications requiring CE or ATEX , refer to the E Series Safety Supplement for addition cautions and warnings. CAUTION: Only personnel who are familiar with the operation and repair of mechanical products should perform the necessary maintenance. You must familiarize yourself with the entire contents of this manual prior to operating and/or performing any maintenance.
CAUTION: When selecting a E Series pump for an application, you must first ensure that the pump components are compatible with the process media.
CAUTION: Do not operate this pump in excess of its rated capacity, pressure, speed and temperature.
CAUTION: Before any maintenance and repair is attempted, disconnect the drive.
CAUTION: Before any maintenance or repair is attempted, bleed all pressure from the pump through the suction or discharge lines.
CAUTION: Do not remove any pressure-containing components during pump operation.
CAUTION: All E Series pumps contain residual hydraulic oil from the factory production test. Hypar-FG 15 food-grade oil is the standard production test fluid, but any certified performance testing may be done on a non-food grade oil, such as Unilube 32 (ISO 32) or Unilube 100 (ISO 100). Determine if this is compatible with the fluid you are pumping. If the fluid is incompatible, then the pump must be fully flushed prior to use.
CAUTION: When pumping fluids at elevated temperatures, care should be taken to gradually increase temperature. Rapid temperature increase can damage internal components.
CAUTION: Ensure that the pump has cooled to a safe temperature before any maintenance or repair is attemped.
CAUTION: When pumping fluids at elevated temperatures the piping may expand, resulting in excessive stress on the pump. This can cause pump failure. Care must be taken when considering pipe design to avoid damage from thermal expansion.
CAUTION: All inlet and discharge plumbing should be clean and free from foreign material prior to startup of pump.
CAUTION: When connecting to an electric motor, follow all safety recommendations provided by the motor manufacturer.
CAUTION: Never remove safety guards from shafts, couplings, V-belts or pulleys during operation. Doing so could result in injury.
CAUTION: Do not wear loose or dangling clothing or jewelry near the equipment. These items could become caught in the equipment and cause injury.
CAUTION: Before any maintenance or repair is attemped, ensure that the pump has been thoroughly flushed of any hazardous fluids. Review the Material Safety Data Sheet (MSDS) applicable to the fluid for proper handling.
MODELS: E1-2 = 2 in 3/rev, E1-4 = 4 in 3/rev, E1-24 = 24 in 3/rev, E1-32 = 32 in 3/rev, E1-55 = 55 in 3/rev, E1-69 = 69 in 3/rev, E1-82 = 82 in 3/rev, E1-133 = 133 in 3/rev, E1-222 = 222 in 3/rev
MATERIALS: C = CARBON STEEL, D = DUCTILE IRON, S = STAINLESS STEEL, W = CAST IRON
CLEARANCES (E12/4/24/32/55/69/82/133/222): A = A [<100 cSt, (<149C) <300F], B = B [100-5000 cSt, (<149C) <300F], C = C [>5000 cSt, (<149C) <300F], D = D [<100 cSt, (>149C) >300F], E = E [100-5000 cSt, (>149C) >300F], F = F [>5000 cSt,(>149C) >300F ]
PORTS: 1.5A = 1.5" ANSI, 1.5B = 1.5" BSPT, 1.5D = DN40 (1.5") PN16, 1.5N = 1.5" NPT, 2A = 2" ANSI, 2S = 2" ANSI (180°), 2B = 2" BSPT, 2D = DN50 (2") PN16, 2N = 2" NPT, 3A = 3" ANSI, 3S = 3" ANSI (180°), 3D = DN80 (3") PN16, 4A = 4" ANSI, 6S = 6" ANSI
ORIENTATION: RT = Right suction, Top discharge, LT = Left suction, Top discharge, TR = Top suction, Right discharge, TL = Top suction, Left discharge, RL = Right suction, Left discharge, LR = Left suction, Right discharge, LB = Left suction, Bottom discharge, BR = Bottom suction, Right discharge, BL = Bottom suction, Left discharge, RB = Right suction, Bottom discharge
O-RINGS: V = Viton ®, DuPont Type "A", T = FEP-encapsulated Viton ®, S = PFA-encapsulated silicone, K6 = Kalrez ® 6375, K7 = Kalrez ® 7075
BUSHINGS: B = Bronze bushings, Standard Spindle, C = Carbon-graphite bushings, Standard Spindle, H = Carbon-graphite bushings, Hardened 17-4PH Spindle, R = Resin Impregnated Carbon-graphite bushings, Standard Spindle, T = Tungsten carbide bushings, Hardened Spindle, I = Hardened cast iron bushings, Hardened Spindle
MAGNETS: 6L = M6L standard-strength / standard-temp. [(<135C) <275 F], 6M = M6M standard-strength / medium-temp. [(<190C) <375F], 6H = M6H standard-strength / high-temp. [(<260C) <500F], 7L = M7L high-strength / standard-temp. [(<135C) <275 F], 7M = M7M high-strength / medium-temp. [(<190C) <375F], 7H = M7H high-strength / high-temp. [(<260C <500F)]
RELIEF VALVE (E1-2/4/24/32/55/69/82) N = NO RELIEF VALVE, 05 = Cracks at 50 +/-10 psi delta P, 07 = Cracks at 75 +/-10 psi delta P, 10 = Cracks at 100 +/-10 psi delta P, 12 = Cracks at 125 +/-10 psi delta P, 15 = Cracks at 150 +/-10 psi delta P, 17 = Cracks at 175 +/-10 psi delta P, 20 = Cracks at 200 +/-10 psi delta P
RELIEF VALVE (E1-133/222): CAST IRON/CARBON STEEL N = NO RELIEF VALVE, 05 = Full bypass at 20 to 50 psi, 08 = Full bypass at 51 to 80 psi, 13 = Full bypass at 81 to 130 psi, 20 = Full bypass at 131 to 200 psi
RELIEF VALVE (E1-133/222): STAINLESS STEEL N = NO RELIEF VALVE, 05 = Full bypass at 20 to 50 psi, 08 = Full bypass at 51 to 80 psi, 15 = Full bypass at 81 to 150 psi
SHAFT: S = Standard shaft (no optional shaft selected), V = Smaller shaft (matches mtg dims of Viking L/LQ/LL), 14 = Close Coupled 143/5TC NEMA, 18 = Close Coupled 182/4TC NEMA, 21 = Close Coupled 213/5TC NEMA, 25 = Close Coupled 254/6TC NEMA
SPECIALTY CODE: Contact Factory
The E SERIES GEAR PUMP is a rotating positive displacement pump. These drawings show the flow pattern through the pump upon its initial rotation. It is assumed that the pump has no fluid in it prior to its initial rotation.
Model Cast Iron/ Ductile Iron Port Sizes Carbon Steel Port Sizes 1 Stainless Steel Port Sizes 1 Pump Weight E1-2 N/A 1-1/2" NPT/ANSI/BSPT 1-1/2" NPT/ANSI/BSPT 24 kg (53 lb) E1-4 N/A 1-1/2" NPT/ANSI/BSPT 1-1/2" NPT/ANSI/BSPT 24 kg (53 lb) E1-24 2" NPT/ANSI 1/BSPT 2" NPT/ANSI/BSPT - 3" ANSI 2" NPT/ANSI/BSPT - 3" ANSI 69 kg (152 lb) E1-32 2" NPT/ANSI 1/BSPT 2" NPT/ANSI/BSPT - 3" ANSI 2" NPT/ANSI/BSPT - 3" ANSI 69 kg (152 lb) E1-55 3" ANSI 1 - 4" ANSI 1 3" ANSI - 4" ANSI 3" ANSI - 4" ANSI 139 kg (307 lb) E1-69 3" ANSI 1 - 4" ANSI 1 3" ANSI - 4" ANSI 3" ANSI - 4" ANSI 139 kg (307 lb) E1-82 3" ANSI 1 - 4" ANSI 1 3" ANSI - 4" ANSI 3" ANSI - 4" ANSI 139 kg (307 lb) E1-133 4" ANSI 2 4" ANSI 4" ANSI 250 kg (552 lb) E1-222 6" ANSI 2 6" ANSI 6" ANSI 270 kg (596 lb)
Model Nominal Pump Rating 1,2 Max. Discharge Pressure Max. Temperature Nominal Pump Rating 1,2 Max. Discharge Pressure Max. Temperature CAST IRON / DUCTILE IRON / CARBON STEEL STAINLESS STEEL rpm m3/h (gpm) bar (psig) Celsius (Fahrenheit) rpm m3/h (gpm) bar (psig) Celsius (Fahrenheit) E1-2 1,750 3.4 (15) 13.8 (200) 260° (500°) 1,150 2.3 (10) 10.3 (150) 260° (500°) E1-4 1,750 6.8 (30) 13.8 (200) 260° (500°) 1,150 4.5 (20) 10.3 (150) 260° (500°) E1-24 780 17.0 (75) 13.8 (200) 260° (500°) 640 12.5 (55) 10.3 (150) 260° (500°) E1-32 780 22.7 (100) 13.8 (200) 260° (500°) 640 18.2 (80) 10.3 (150) 260° (500°) E1-55 640 30.7 (135) 13.8 (200) 260° (500°) 520 25.0 (110) 10.3 (150) 260° (500°) E1-69 640 38.6 (170) 13.8 (200) 260° (500°) 520 31.8 (140) 10.3 (150) 260° (500°) E1-82 640 45.4 (200) 13.8 (200) 260° (500°) 520 36.3 (160) 10.3 (150) 260° (500°) E1-133 520 68.1 (300) 13.8 (200) 260° (500°) 520 68.1 (300) 10.3 (150) 260° (500°) E1-222 520 113.6 (500) 13.8 (200) 260° (500°) 520 113.6 (500) 10.3 (150) 260° (500°)
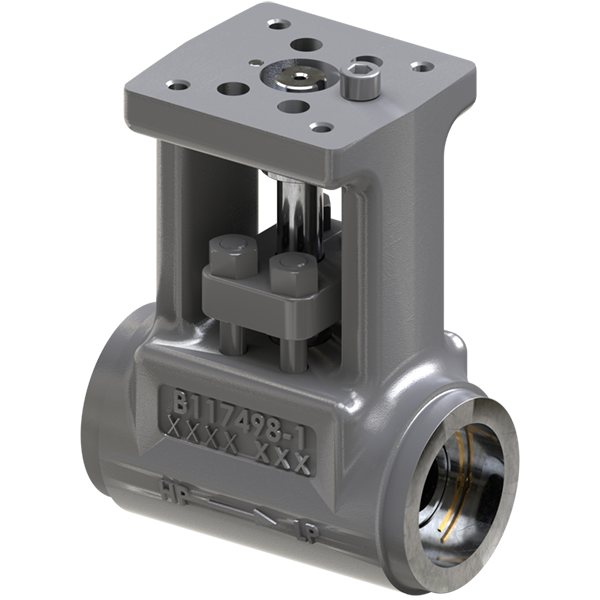
Optional integral relief valves provide pump protection from over-pressure conditions While not intended for continuous use, internal relief valves protect the pump from closed discharge valves or other intermittent over-pressurization of the system
Depending on the size of the pump, you will get one of two relief valve designs, a non-externally adjustable or an externally adjustable relief valve The design of the E1-2 thru E1-82 are spring-loaded and contain only three parts This design addresses the problem of over-pressurization by “cracking” (where the poppet lifts off the seat) at the nominal pressure-relief setting, allowing pumped fluid to recirculate internally from the discharge side back to the suction side
In order to maintain the integrity of the relief valve setting, the E1-2 thru E1-82 relief valves are not adjusted by means of an external jack screw Rather, seven relief valve settings are fixed at the factory and adjusted by changing the poppet and spring combinations See the pump designation system section for details on available E1-2 thru E1-82 relief valve settings
The design of E1-133 and E1-222 is spring-loaded and externally adjustable It addresses the problem of over pressurization by initially cracking, and eventually full-bypassing at the nominal pressure-relief setting, allowing pump fluid to recirculate internally from the discharge side back to the suction side
To properly size the integral relief valve, it is important to understand the difference between crack pressure and full bypass pressure
Crack pressure is the pressure at which the poppet just begins to lift off the seat This pressure is not affected by variations in fluid viscosity or pump speed The pump will provide full flow rate at all pressures below the cracking pressure E1-2 through E-82 pressure relief valves are sized based on cracking pressure
Full bypass pressure is the pressure that occurs when 100% of the pump’s flow rate is bypassing internally through the valve and no flow is exiting the pump E1- 133 and E-222 pressure relief valves are sized based a full bypass pressure
This pump has an internal cooling circuit that circulates some of the pumped fluid through the magnet chamber The circuit starts at the discharge port and ends at the suction port This circuit has three functions: • Cool the inner magnets • Keep fluid in the magnet area from becoming stagnant • Lubricate and cool the rotor and idler bushings
NOTE: Consult factory at low differential pressures to ensure proper cooling-path circulation
There are special plugs in the casing and head that must be in the correct position to complete the circuit: 1. The casing needs to be vented on the DISCHARGE side In some cases, this is done with an orifice plug that has a hole in it, positioned in the casing hole behind the DISCHARGE port In other cases, this is done by leaving the casing hole behind the DISCHARGE port open 2. The casing block-off plug is solid (no hole) It belongs in the casing hole behind the SUCTION port 3. The head block-off plug is solid (no hole) It is only used in pumps that have no relief valve, and it belongs in the head hole on the DISCHARGE side.
The pump is configured in one of the ten (10) possible orientations shown inthe table below and it has labels on it that indicates direction of rotation, suction port and discharge port
E Series gear pumps are designed to meet the performance requirements of even the most demanding pumping applications They have been designed and manufactured to the highest standards and are available in a number of different sizes to meet your pumping needs Refer to the performance section of this manual for an in-depth analysis of the performance characteristics of your pump
Months of careful planning, study and selection efforts can result in unsatisfactory pump performance if installation details are left to chance
Premature failure and long-term dissatisfaction can be avoided if reasonable care is exercised throughout the installation process
Noise, safety and other logistical factors usually dictate where equipment will be situated on the production floor Multiple installations with conflicting requirements can result in congestion of utility areas, leaving few choices for additional pumps
Within the framework of these and other existing conditions, every pump should be located in such a way that key factors are balanced against each other to maximum advantage
The location of the pumping unit should be accessible If it’s easy to reach the pump for maintenance personnel will have an easier time carrying out routine inspections and adjustments Should major repairs become necessary, ease of access can play a key role in speeding the repair process and reducing total downtime
BASEPLATES AND ANCHORS: The preferred mounting for a baseplate is on a concrete pad with grouting No matter how robust the design, there is always some flexibility in the baseplate itself If there is insufficient support under the baseplate, it can distort causing alignment difficulties and normal vibrations can be amplified to unacceptable levels through resonance in the pump support and/or piping
A properly grouted baseplate will resist distortion and will provide sufficient mass to dampen any vibration
NOTE: When pumps and motors are assembled on a baseplate at the factory, a preliminary alignment is done to ensure that the pump and motor can be aligned at its installation This alignment is not to be considered as a final alignment The factory alignment can, and does, change during shipment and when the pumping unit is installed Actually, several alignments are necessary as will be described later
Anchor (foundation) bolts are used to hold the baseplate to its support structure, whatever that may be In the preferred case of mounting the pump unit on a concrete pad, the anchor bolts are set into the pad as indicated in the following illustration When pouring the pad, it’s helpful to have a wooden template attached to the foundation form to position the anchor bolts at their locations as indicated on the pump unit assembly drawing
Anchor bolts are usually sized smaller than the anchor bolt hole size in the base. Calculate bolt length as indicated in the Figure A on the left.
The ID of the sleeve should be two bolt sizes larger than the anchor bolt.
Allow approx. 19 mm - 38 mm (3/4" - 1-1/2") space between the bottom edge of the baseplate and the foundation for grouting.
A “Sleeve” type anchor bolt is shown here. Alternatively, a “hook” or “J” type anchor bolt may be used.
Pack the space between the anchor bolt and sleeve to prevent concrete and/or grout from entering this area.
BASE INSTALLATION AND GROUTING: NOTE: Before the baseplate is installed, it is advisable to thoroughly clean the underside to enable the grouting to adhere to it Do not use oil-based cleaners since grout will not bond to it
Once the concrete pad has cured, the baseplate can be carefully lowered over the anchor bolts
Place shims or tapered wedges under the baseplate at each of the anchor bolt positions to provide about 19 mm - 38 mm (0 75" - 1 50") clearance between the base and the foundation Adjust shims/wedges to level the baseplate Since there may be some flexibility in the baseplate, we must perform an initial alignment prior to grouting to ensure that a final alignment can be achieved. See section covering Alignment of Pump/ Driver Shafts. Potential problems here include bowing and/or twisting of the baseplate If gross misalignment is observed, shims/wedges may have to be added under the mid-point of the base or the shims/wedges at the corners may have to be adjusted to eliminate any twist If the driver feet are bolt-bound for horizontal alignment, it may be necessary to loosen the pump hold-down bolts and shift the pump and driver to attain horizontal alignment When alignment has been achieved, lightly tighten the anchor bolts The anchor bolts should not be fully tightened until the grout has set
Grouting furnishes support for the pump unit baseplate providing rigidity, helping to dampen any vibration and serves to distribute the weight of the pump unit over the foundation To be effective, grouting must completely fill all voids under the baseplate For proper adhesion or bonding, all areas of the baseplate that will be in contact with the grout should be thoroughly cleaned See note above The grout must be non-shrinking
Follow the directions of the grout manufacturer for mixing Proceed with grouting as follows:
NOTE: If the size of the equipment or the layout of the installation requires it, grouting can be done in two steps as long as the first step is allowed to cure completely before the second step is applied
1 Build a sturdy form on the foundation around the baseplate to contain the grout
2 Soak the top of the concrete foundation pad thoroughly Remove surface water before pouring
3 Pour the grout through the hole(s) in the top and/or through the open ends of the channel steel baseplate, eliminating air bubbles by tapping, using a vibrator or pumping the grout into place If necessary, drill vent holes into the top of the base to evacuate air
4 Allow grout to set completely, usually a minimum of 48 hours
5 Tighten foundation anchor bolts
6 Recheck alignment to ensure that there have been no changes
7 After the grout has dried thoroughly, apply an oil base paint to shield the grout from air and moisture
Final determination of the pump site should not be made until the piping challenges of each possible location have been evaluated The impact of current and future installations should be considered ahead of time to make sure that inadvertent restrictions are not created for any remaining sites
The best choice possible will be a site involving the shortest and straightest hookup of suction and discharge piping Unnecessary elbows, bends and fittings should be avoided Pipe sizes should be selected to keep friction losses within practical limits
All piping should be supported independently of the pump In addition, the piping should be aligned to avoid placing stress on the pump fittings To eliminate possible closing of the line when performing pump maintenance, a gate valve should be installed at the suction line
E Series gear pumps are positive displacement pumps; as such, care must be used in protecting piping and components used in your system Pumps equipped with an internal relief valve are designed to protect the pump only A system relief valve should be installed along with the pump's internal relief valve
When placing the pump, choose a location as close to the product source as possible Care should be taken in your supply line to avoid cavitation due to viscosity and suction lift NOTE: Some liquids may become thicker with temperature changes Please refer to your supplier of product being pumped for information on viscosity changes due to temperature Avoid air pockets on suction side of pump when designing piping layout This will also reduce the possibility of cavitation The weight of the piping should not be supported or absorbed by the pump Suction and discharge piping should be supported by pipe hangers or another suitable means
E SERIES GEAR PUMPS ARE NOT SUITED FOR PUMPING DIRTY, SOLID-LADEN LIQUIDS A strainer should be used on the suction side of the pump The strainer should consist of an adequate size mesh screen as to not cause excessive friction loss It is suggested that a maintenance program is created to assure that the inlet strainer remains free of obstructions and blockage
WARNING!
NOTE: Driver power must be locked out before beginning any alignment procedure Failure to lockout driver power may result in serious physical injury
NOTE: Proper alignment is the responsibility of the installer and user of the equipment
NOTE: Check alignment if process temperature changes, piping changes and/or pump service is performed
Pump and driver shafts need to be aligned for both parallel and angular alignment If there is a misalignment of the shafts, it will place a mechanical load on the pump and driver shaft/bearing assemblies as well as the coupling This will result in vibration, noise and premature failures
Furthermore, due to the magnetic coupling design of the E Series pump, misalignment can cause deflection of the outer ring into the stationary magnet housing and containment canister This can cause bearing failure which, if left undiagnosed, could lead to the outer ring contacting and potentially breaching the containment canister
NOTE: There are design provisions that cause the outer ring to contact the magnet housing or skid ring prior to contacting the canister, but this is meant for short term bearing failure containment, not long-term prevention of outer ring to canister contact
To bring shafts into alignment, we first need to determine the amount and direction of both parallel and angular misalignments We can then shim and reposition to correct
It’s preferable to shim ONLY under the driver feet since good contact between the pump foot and the base is necessary to resist any pump flange loading that might be imposed by the suction and/or discharge piping
There are three methods commonly used to determine misalignment: 1 Straight edge and calipers or inside micrometer (least accurate) 2 Dial indicator (reasonably accurate) 3 Laser alignment equipment; see manufacturer’s instructions for use
Since any misalignment will impose loads on the pump and driver shafts, the objective is to minimize any misalignment in order to protect the pump and driver and minimize any tendency for vibration Suggested misalignment limits are:
For optimum performance and Mean Time Between Pump Maintenance (MTBPM), use alignment limits half of those shown above
MISALIGNMENT LIMITS PUMP FRAME GROUP MAX. PARALLEL MAX. ANGULAR 2/4, 24/32, 55/69, 82 0.005" 0.005" 133/222 0.010" 0.010"
NOTE: In any case, disregard the coupling manufacturer’s published misalignment limits, as these will impose unacceptable loads on the pump and motor shafts and bearings
Alignment must be done at several different times: 1 Prior to grouting baseplate during installation 2 After grouting baseplate and tightening anchor bolts 3 After attaching suction and discharge piping prior to initial operation 4 Hot alignment after equipment temperatures have stabilized 5 After pump maintenance bearing housing is removed
Since the E Series pump is foot-mounted, its shaft centerline will rise when handling pumpage at elevated temperatures Similarly, the motor shaft centerline will rise as it reaches its operating temperature Therefore, we will often purposely misalign shafts vertically during cold alignment to allow for thermal growth, thus bringing the shafts into alignment at operating temperature This is shown in the “COLD SETTING OF PARALLEL VERTICAL ALIGNMENT “ table
The most simple alignment check is with a straight edge and calipers or inside micrometer This method is the least accurate, but it will serve if a dial indicator or laser is not available
ALIGNMENT WITH STRAIGHT EDGE AND MICROMETER: With coupling hubs stationary, use inside micrometer or calipers to measure the gap between the coupling hubs at 90° intervals Adjust and/or shim equipment until the gap difference at all points around the hub(s) is less than the value shown in the “MISALIGNMENT LIMITS” table
With coupling hubs stationary, lay straight edge flat against rim of coupling hub to determine vertical and horizontal alignment offsets Adjust and/or shim equipment until the straight edge lies flat against both hub rims, vertical and horizontal
The dial indicator method is preferred for checking alignment
1 Scribe or mark index lines on both coupling hubs to indicate where the dial indicator point rests
2 Set dial indicator to zero
3 Slowly turn BOTH coupling hubs so that the index lines match or the indicator point is always on the mark
4 Observe dial reading to determine required adjustments
5 Acceptable parallel and angular alignment occurs when the total indicator reading (TIR) for a complete turn does not exceed the values shown in the “MISALIGNMENT LIMITS” table
The laser alignment method is preferred for checking alignment
Laser alignment is usually the most accurate method Follow the laser alignment equipment manufacturer’s instructions for this method
As previously mentioned, pump and motor shafts need to be in alignment while they are at their intended operating temperature When the shafts are aligned “cold” (at ambient temperature), we will intentionally position the motor shaft up or down in vertical parallel alignment to allow for thermal growth Then, when the alignment is checked “hot” (at stable operating temperature), the shafts should be confirmed to be in alignment Use the values in the following table as starting point for cold alignment settings The actual cold alignment setting will be determined after the hot alignment is performed
PRESSURE RELIEF VALVES: • E Series pumps are positive displacement pumps, which means the system must have provisions for pressure relief protection, such as a relief valve mounted directly on the pump or in-line with the system Alternatively, the system can be installed with a torque-limiting device or a rupture disk • If the system requires the pump to operate in both directions, pressure relief protection is required on both sides of pump • When using an integral relief valve, the adjusting screw cap must always point towards the suction side of pump If shaft rotation has to be reversed, simply remove the pressure relief valve and reinstall it in the proper configuration to avoid over-pressurization of the system • Pressure relief valves are not intended to control pump flow or regulate discharge pressure • The pump-mounted integral relief valve should never be relied upon for system protection
There are several pump conditions that can be monitored • Canister Temperature: Heat is generated in the canister when the pump is running because of moving magnetic fields that pass through it The pump has an internal cooling path that pulls heat away from the canister If this cooling path is obstructed, the canister and magnet could become very hot, which could damage the magnets and/or canister O-ring • The canister temperature can be monitored with a temperature probe attached to the access port in the magnet housing near the casing • Bearing Vibration: The pump shaft is supported by rolling-element bearings The condition of the bearings can be monitored with a vibration sensor attached to the magnet housing near the bearings • Pumping Chamber Vibration: The pumping gears rotate with the casing and are supported by journal bushings The condition of gears and bushings can be monitored with a sensor attached to the pump head
COLD SETTING OF PARALLEL VERTICAL ALIGNMENT PUMPAGE TEMPERATURE SET DRIVER SHAFT 10°C (50°F) 0.051 mm (0.002") LOW 66°C (150°F) 0.025 mm (0.001") HIGH 121°C (250°F) 0.127 mm (0.005") HIGH 177°C (350°F) 0.229 mm (0.009") HIGH 232°C (450°F) 0.330 mm (0.013") HIGH 260°C (500°F
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.