













EUR
en
In the demanding world of industrial processing, the efficient handling of frothy slurries is a critical challenge, particularly in mineral processing, chemical production, and wastewater treatment. These challenging fluids, characterized by high air content and often abrasive solids, require specialized pumping solutions. This is where the horizontal froth pump emerges as an indispensable piece of equipment. Engineered specifically to manage highly aerated and viscous slurries without compromising performance or causing cavitation, these pumps are pivotal for maintaining operational continuity and maximizing recovery rates. This article delves into the technical intricacies, application advantages, and comprehensive support systems surrounding this vital industrial asset.
The HFD Horizontal Froth Pump, a robust successor to the AHF series, represents the pinnacle of design innovation in this field, offering enhanced durability, efficiency, and adaptability for a wide array of severe-duty applications. Its design mitigates common issues associated with traditional centrifugal pumps when handling frothy media, ensuring stable operation and extended service life.
The global industrial landscape, especially in sectors reliant on mineral extraction and processing, is witnessing significant trends impacting slurry pump technologies. Key drivers include the increasing demand for higher energy efficiency, enhanced wear resistance, and improved environmental compliance. Manufacturers are continuously innovating to reduce operational costs, minimize downtime, and extend the service life of critical components.
There's a strong push towards smart pumping solutions incorporating IoT capabilities for real-time monitoring and predictive maintenance. This shift aims to optimize performance and prevent catastrophic failures. Furthermore, the focus on sustainable practices mandates the development of pumps that can handle highly concentrated slurries, thereby reducing water consumption and tailings disposal volumes. The market for buy slurry pump solutions is increasingly prioritizing suppliers that offer not just robust hardware, but also comprehensive engineering support, spare parts availability, and tailored services. The rise of slurry pump china as a significant manufacturing hub has also intensified competition, driving innovation and cost-effectiveness in design and production.
For horizontal froth pump applications, these trends translate into requirements for impellers with specialized geometries to de-aerate frothy mixtures effectively, as well as improved liner materials that resist both abrasion and chemical corrosion. The integration of advanced computational fluid dynamics (CFD) in pump design is becoming standard, ensuring optimal hydraulic performance even under extreme frothing conditions.
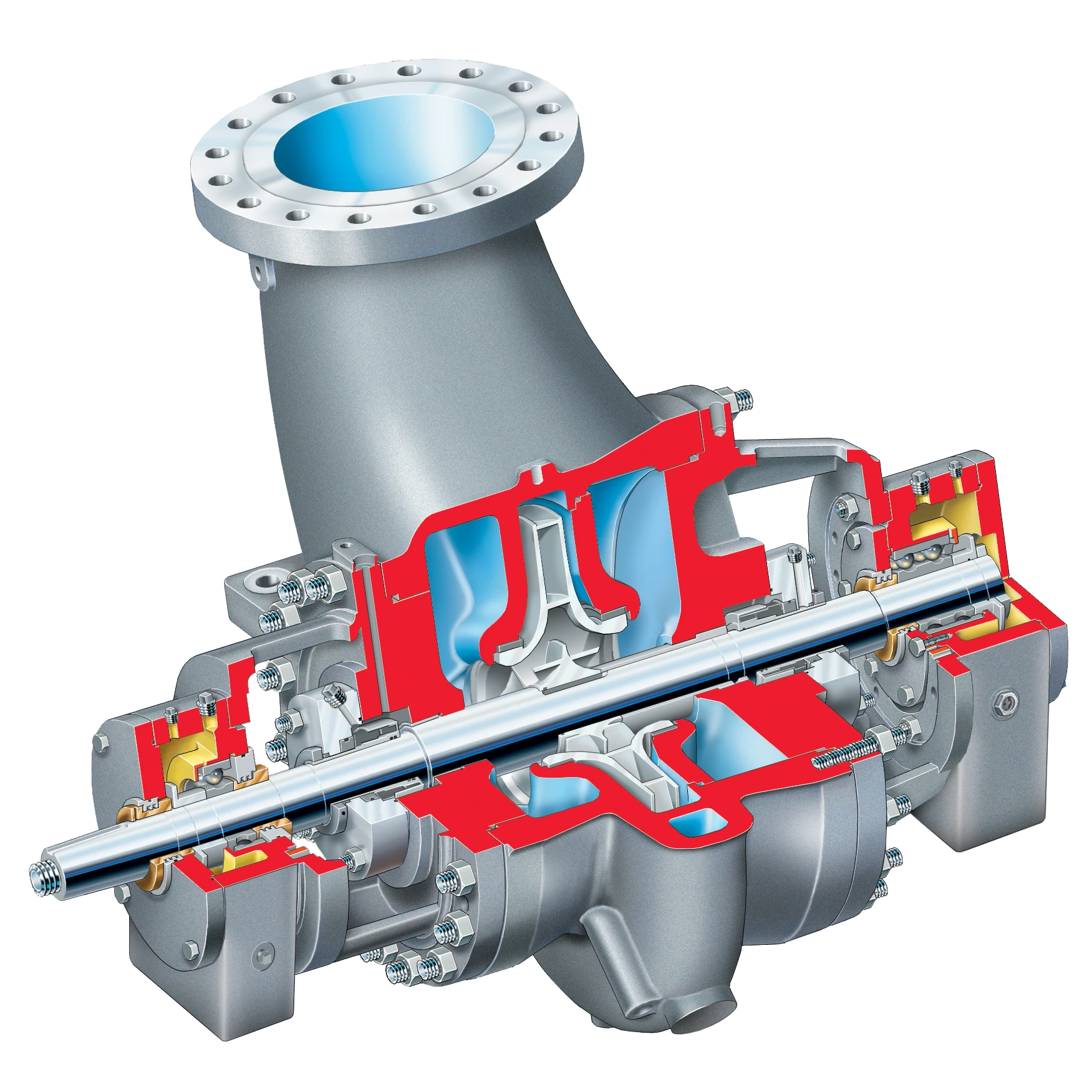
The HFD horizontal froth pump is engineered for peak performance in challenging froth-handling applications. Its design incorporates several innovative features to overcome the inherent difficulties of pumping highly aerated slurries. Key technical specifications highlight its robust construction and specialized hydraulic components.
Structure and Design: The HFD series features a unique dual-casing structure with heavy-duty construction. The wet-end components (impeller, liners) are crafted from high-chrome alloy, natural rubber, or other elastomers, chosen based on the specific abrasive and corrosive properties of the slurry. A distinct characteristic is its open-vane impeller and oversized inlet, designed to facilitate the rapid de-aeration of frothy mixtures, preventing air lock and maintaining a continuous flow. The large tangential inlet combined with a conical suction tank promotes vortex creation, effectively separating air from the liquid phase before it enters the impeller eye.
Operational Parameters: These pumps are designed to operate across a broad range of flow rates and heads, typically handling slurries with densities up to 1.8 kg/L and frothing ratios that can exceed 1:3 by volume. The modular design allows for flexible installation, either horizontally or vertically, to suit various plant layouts.
The robust design and selection of advanced materials ensure that the HFD horizontal froth pump offers superior resistance to abrasion and corrosion, critical for industries handling aggressive slurries.
The manufacturing of a high-performance horizontal froth pump involves a meticulous process, ensuring each component meets stringent quality and performance standards. This multi-stage process integrates advanced metallurgical techniques with precision engineering.
1. Material Selection and Preparation: The process begins with the careful selection of raw materials. For abrasive applications, high-chrome alloys (e.g., ASTM A532 Class III Type A for A05 and A07) are preferred, known for their exceptional wear resistance. For corrosive or fine-particle slurries, natural rubbers or synthetic elastomers (e.g., Neoprene, Hypalon) are chosen. These materials undergo rigorous testing for chemical composition, hardness, and tensile strength, adhering to international standards such as ASTM and GB.
2. Casting and Forging: Complex components like impellers, volute liners, and frame plates are typically produced through advanced casting processes. Sand casting or investment casting techniques are employed to achieve precise dimensions and high-quality surface finishes, minimizing defects. For structural components requiring higher strength, forging may be utilized. Controlled cooling rates and heat treatments are crucial to achieve the desired microstructure and mechanical properties, such as wear resistance and impact toughness in high-chrome alloys.
3. CNC Machining: Post-casting or forging, components proceed to CNC (Computer Numerical Control) machining centers. This stage ensures dimensional accuracy, tight tolerances, and superior surface finish, particularly for critical interfaces like shaft fits, bearing housings, and sealing surfaces. Precision machining is vital for hydraulic efficiency and preventing premature wear. Each component's dimensions are verified against design specifications using coordinate measuring machines (CMMs).
4. Assembly: Skilled technicians meticulously assemble the pump, integrating the frame, bearing assembly, shaft, wet-end components (impeller, casing, liners), and sealing arrangements. Proper alignment and torqueing are critical to ensure smooth operation and prevent vibration or premature bearing failure.
5. Testing Standards and Quality Control: Every HFD horizontal froth pump undergoes a comprehensive battery of tests before dispatch.
This rigorous quality control process, from raw material to final assembly and testing, ensures a projected service life that often exceeds 5 years under typical operating conditions, offering significant advantages in energy saving through optimized hydraulic designs and superior corrosion/abrasion resistance from advanced material compounds. Target industries include petrochemical, metallurgy, mineral processing, and water supply & drainage, all benefiting from the pump’s robust and reliable performance in challenging frothy applications.
The HFD horizontal froth pump offers distinct technical advantages that set it apart in the handling of highly aerated slurries. These advantages translate directly into operational efficiency, reduced maintenance, and extended equipment lifespan.
These advantages make the HFD series an ideal choice for industries where frothy slurry handling is a constant challenge, providing reliability, efficiency, and longevity even in the most arduous conditions.
The unique capabilities of the horizontal froth pump make it indispensable across a spectrum of industries that contend with challenging frothy slurries. Its robust design and specialized hydraulics allow it to perform reliably where conventional pumps would fail.
In these scenarios, the HFD horizontal froth pump ensures consistent flow rates, prevents costly downtime due to air locking, and minimizes wear, contributing significantly to operational efficiency and process stability in industries where fluid dynamics are often complex and demanding.
When seeking to buy slurry pump solutions, particularly for specialized applications like frothy slurries, selecting the right vendor is as crucial as selecting the right pump. A thorough vendor comparison goes beyond initial purchase price, encompassing long-term operational costs, reliability, and support. Below is a comparative overview highlighting key differentiators between Kingmechpump's HFD series and generic offerings, particularly those labeled as slurry pump china.
Choosing Kingmechpump means investing in proven expertise, superior product quality backed by rigorous testing, and comprehensive support, ultimately leading to a lower Total Cost of Ownership (TCO) for your horizontal froth pump requirements.
Recognizing that no two industrial operations are identical, Kingmechpump offers highly customized solutions for the HFD horizontal froth pump series. Our engineering team collaborates closely with clients to develop pumping systems that precisely meet specific site conditions, fluid characteristics, and operational demands. This goes beyond mere product selection; it's about engineering solutions.
Our deep technical expertise and flexible manufacturing capabilities ensure that even the most challenging frothy slurry applications receive a precision-engineered solution, guaranteeing optimal performance and reliability for the client.
Real-world applications demonstrate the tangible benefits and reliability of the HFD horizontal froth pump. These case studies highlight our commitment to delivering high-performance solutions and exemplify our experience and authoritativeness in the field.
A leading copper mining operation in Chile faced persistent issues with air-locking and premature wear in their existing pumps used to transfer copper concentrate froth from flotation cells. The slurry had a high solids content (approx. 40% by weight) and up to 50% air by volume, leading to frequent maintenance and significant downtime.
A gold processing plant in Ghana required a robust solution for transferring highly corrosive and mildly abrasive cyanide-leaching froth. The previous slurry pump failed to withstand the chemical attack, leading to dangerous leaks and frequent component failures.
These cases illustrate how Kingmechpump’s HFD series, backed by expert engineering and material science, consistently delivers superior performance and reliability, addressing critical operational challenges for our global clientele.
Q: What makes the HFD horizontal froth pump different from standard slurry pump models?A: The HFD is specifically designed to handle high air-entrainment (froth) in slurries, featuring a unique tangential inlet and open-vane impeller to de-aerate the mixture and prevent airlock and cavitation, which are common problems for standard slurry pumps in frothy applications.Q: What types of materials are available for the wet-end components?A: We offer a range of materials including high-chrome alloys (e.g., A05, A07) for severe abrasion, and various elastomers (natural rubber, synthetic rubbers) for corrosive or fine-particle applications. Material selection is tailored to your specific slurry properties.Q: Can the HFD pump handle highly viscous slurries?A: While primarily designed for frothy slurries, its robust design can manage moderately viscous slurries. For extremely high viscosity, we would conduct a detailed application review to ensure optimal performance and recommend any necessary modifications.Q: What certifications do Kingmechpump products hold?A: Our manufacturing processes are ISO 9001 certified. Our pumps are designed and tested according to international standards such as ISO 9906, ANSI/HI, and CE directives, ensuring global compliance and quality assurance.Q: How do I determine the correct HFD model for my application?A: Our engineering team provides comprehensive support. We require detailed information on your slurry characteristics (density, solids content, particle size, pH, temperature, froth percentage), desired flow rate and head, and site-specific conditions. Based on this, we'll size and recommend the most suitable HFD horizontal froth pump model and material configuration.
At Kingmechpump, we understand that reliability extends beyond product quality to encompass the entire customer journey, from initial inquiry to long-term operational support.
Our dedication to comprehensive support ensures that your investment in a Kingmechpump HFD series pump translates into sustained operational excellence and peace of mind.
The HFD horizontal froth pump stands as a critical technological advancement in the handling of challenging frothy slurries across various heavy industries. Its specialized design, robust construction, and use of advanced materials directly address the persistent issues of air-entrainment, abrasion, and corrosion that plague conventional pumping systems. By ensuring stable operation, extending component life, and boosting energy efficiency, the HFD series provides a superior solution for mineral processing, chemical production, and wastewater treatment applications.
Kingmechpump's commitment to continuous innovation, rigorous quality control, and comprehensive customer support ensures that our HFD pumps deliver unparalleled reliability and performance, empowering industries to achieve higher operational efficiency and sustainable production. Investing in an HFD horizontal froth pump is an investment in long-term operational success and reduced total cost of ownership.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.