











EUR
en
Submersible sand mud pump, a centrifugal pump with strong suction, can complete submersible operations in harsh environments and transport highly corrosive and abrasive mud. The sturdy Submersible sand mud pumps use high-quality wear-resistant parts to withstand wear and impact. Designed with full high chromium wet ends, pressurized sealing technology and dry running capabilities, it can handle the most demanding application scenarios.
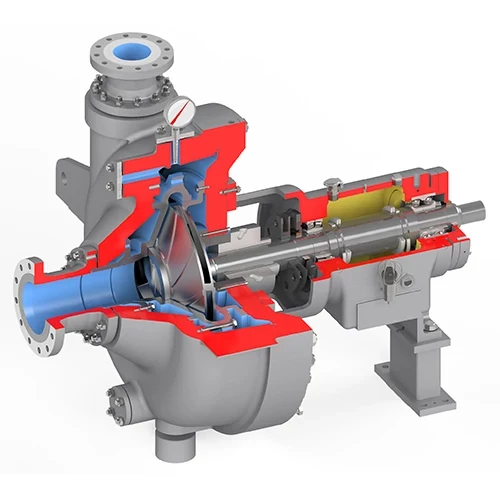
The optimized full-high chromium steel impeller ensures that the Submersible sand mud pump exhibits excellent performance and stability within the optimal efficiency range. The DMZ series Submersible sand mud pumps have excellent performance in terms of efficiency, high performance, reliability, low-cost operation and long life, and can handle materials with a solid concentration of up to 60%.
Submersible sand mud pumps are suitable for complex heavy-duty application scenarios and can effectively extract and process materials such as sand, mud, sludge, sediment and mud. Submersible sand mud pumps have a wide range of applications, including but not limited to river dredging, mining, construction sites, farmland drainage and irrigation, and other fields. Its powerful suction and efficient conveying capacity enable Submersible sand mud pumps to play an important role in processing various solid wastes and improving environmental governance effects.
In order to meet the needs of different application scenarios, the brand provides multiple models of Submersible sand mud pumps, and users can choose according to actual working conditions and operation requirements. In addition, in response to the characteristics of domestic and foreign markets, the brand has also made adaptive improvements to the Submersible sand mud pumps, making them perform better in dealing with various complex environments.
Submersible sand mud pumps are specifically designed to handle abrasive slurries containing sand, mud and other solid particles. They are commonly used in dredging, mining, construction and other applications where high-concentration muds need to be pumped. Here are some key features of Submersible sand mud pumps:
Submersible sand mud pumps are designed to handle high concentrations of solids, including coarse sand, silt, mud and other abrasive materials. carefully designed submersible sediment pumps feature wide channels and specially designed impellers designed to prevent clogging and ensure efficient pumping of slurry. Its large channel design allows the pump to transport dredged material containing large particles without causing clogging, ensuring continuous operation of the pump. The professional design of the impeller further optimizes the solids handling capacity, ensuring that the submersible sediment pump can effectively mix, transport and remove various solid particles to meet the high-concentration solids handling needs of different dredging projects.
Submersible sand mud pumps are made of wear-resistant materials to withstand the wear and tear of pumping slurry. Impellers, volutes, and other wetted parts are often made of high-chromium alloys or other durable materials that can withstand the corrosive effects of mud. Whether handling coarse sand or abrasive dredged materials, Submersible sand mud pumps focus on wear-resistant and corrosion-resistant material selection to increase pump durability and reliability. This design ensures that the submersible sediment pump can operate stably in complex and harsh environments, providing customers with efficient and reliable dredging solutions.
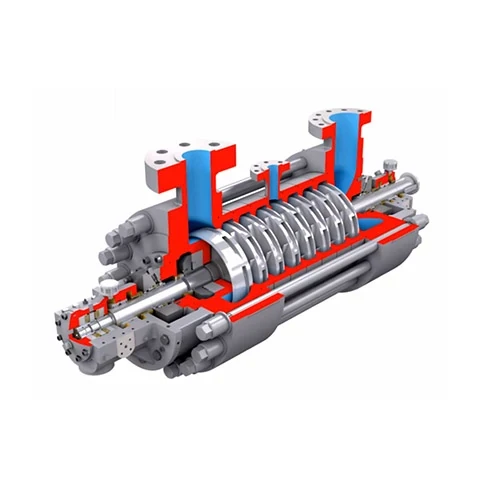
Submersible mortar pumps are designed to operate completely submerged in water or mud. Rigorous sealing treatment can effectively prevent water from entering and causing damage to the motor and other internal components. This design requires no external priming, allowing efficient pumping without the risk of cavitation. However, this type of design requires high sealing performance for the motor and cables. DMZ series submersible mortar pumps have a unique mechanical seal device. For larger power submersible mortar pumps, they are equipped with two sets of mechanical seals to ensure sealing performance.
Designed for high efficiency, these submersible mortar pumps are designed to minimize energy consumption and reduce operating costs. They feature an optimized hydraulic design that ensures efficient transmission of power to the slurry, maximizing pump performance.
Through optimized hydraulic design, submersible mortar pumps can more effectively convert power into the ability to pump fluid, improving the overall efficiency of the pump. This helps reduce energy consumption, allowing the pump to operate more cost-effectively in dredging applications handling high concentrations of solids.
Some submersible sand and slurry pumps have integrated agitators, which are designed to enhance the pump’s ability to handle thick slurries. Agitators play an important role in stirring and suspending settled solids, effectively preventing the formation of sediment and promoting smooth pumping.
In the case of designed for customers, the two forms of mixer and mixing cage are flexibly used to adapt to different working conditions and processing needs. This personalized design ensures that the pump provides efficient and reliable performance when faced with different solid properties and dredging projects.
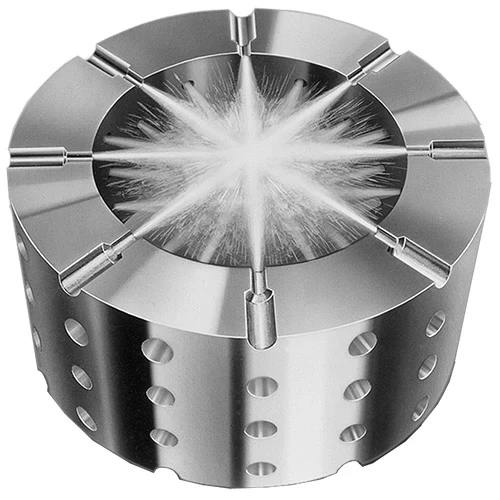
In addition to agitators, some submersible pumps are also equipped with high-pressure water guns, which further improves the efficiency of sand pumping. The use of high-pressure water guns can effectively flush and clean the area around the pump, ensuring that the pump is always in optimal working condition. This comprehensive design not only increases the pump’s processing capacity, but also improves operational flexibility and convenience.
Many submersible mortar pumps are equipped with advanced control and monitoring features to increase ease of operation and efficiency. These features include, but are not limited to, remote control, variable speed options, and monitoring systems that provide real-time information on pump performance, temperature, and vibration.
In some cases of deep-sea sand pumping, for example, has provided foreign customers with deep-water submersible mortar pumps with a pumping depth of 120 meters. The complete set of equipment for this pump includes a PLC remote control system, which enables remote control of the motor operation by the control platform and mobile phone. This advanced control system enables operators to remotely monitor and adjust pump operating parameters, ensuring optimal performance under varying operating conditions.
Submersible mortar pumps play an indispensable role in various projects and have a wide range of applications. Whether it is dredging rivers, lakes and ports, mining operations, or construction projects, this efficient mortar pump is needed. As a well-known domestic pump supplier, has invested a lot of energy in the research and development of submersible mortar pumps and developed a series of submersible mortar pumps with multiple functions. These pump equipment can be used with high-pressure flushing pumps, equipped with agitators, and can also be equipped with agitating cages. In addition, they can be hydraulically driven and have features such as large particle passing performance and special suction ports. In order to meet the individual needs of customers, also provides customized submersible mortar pump services.
Submersible sand mud pumps are designed to be easy to maintain and maintain. They often have features such as easy access to internal components, replaceable wear parts and modular designs that simplify maintenance tasks and minimize downtime. The submersible mortar pumps produced by , such as its DMZ series Submersible sand mud pumps, adopt an advanced modular design so that various parts of the pump can be easily replaced, improving the durability and service life of the pump. In addition, these pumps are equipped with efficient hydraulic systems to maintain stable performance under various operating conditions. The replacement of worn parts of the Submersible sand mud pump is also an important part of maintenance. ’s submersible mortar pump uses high-quality materials to improve the wear resistance of the pump. However, some parts may still wear out over extended periods of use. At this time, users can easily replace worn parts to ensure the normal operation of the pump.
In June 2023, received an submersible sand mud pump inquiry from a customer in the Philippines. When faced with the customer’s river silt cleaning needs, we deeply analyzed the customer’s specific requirements and worked hard to find the most suitable submersible sand mud pump solution. The customer clearly pointed out that there was a large amount of silt in the river, but no large particles, so a device that could efficiently clean such fine particles was needed. In addition, the cleaned mud needs to be transported 100 meters away to dry, which poses certain challenges to the equipment’s transportation capacity.
In order to comprehensively consider the needs of customers, decided to recommend a 15kW submersible sand mud pump . The voltage requirement of this pump is 440V and the frequency is 60HZ, which allows the equipment to efficiently cope with sludge cleaning work while meeting the power demand. Fortunately, there is already power at the job site, so there is no need to provide an additional diesel generator set, which not only simplifies the operation process, but also reduces the customer’s operating costs. If customers do not have power, can also provide generator sets to customers.
In view of the characteristics of river silt, specially selected a submersible sand mud pump suitable for handling fine particles to ensure its excellent performance in the cleaning process. The submersible sand mud pump can pump mud into a pipeline and transport it to a designated location 100 meters away for drying. This solution is not only efficient, but also cost-effective, providing customers with an ideal cleaning solution.
After receiving the task, the team launched efficient production work to ensure that the manufacturing of the submersible sand mud pump was completed in just three days. During the production process, we pay attention to every detail to ensure that the quality and performance of the equipment are fully guaranteed. Before leaving the factory, conducted a test bench test on the submersible sand mud pump. All data flow, lift head, and pressure met the requirements. Three days later, we conducted a comprehensive test on the submersible sand mud pump to ensure that it would work in practice. Able to work stably and efficiently during operation.
Subsequently, we sent pictures and videos of the submersible sand mud pump to the customer, and used special equipment to test the pump casing, impeller and other flow-passing parts. The material of the flow-passing parts was Cr28. The customer was very satisfied with the appearance, material, test data and working status of the submersible sand mud pump. Extremely high level of satisfaction, which provides positive feedback on our work. After the customer confirms their satisfaction, we quickly prepare the packaging to ensure that the pump is protected from damage during transportation.
In this process, not only completed a task, but also demonstrated the team’s collaboration and robustness under high pressure. We know the importance of customer trust, so after-sales service will be the continuation of our service. As the goods are ready, we quickly arrange shipments to ensure that the goods reach customers safely.
Through this project, not only provided customers with efficient cleaning equipment, but also demonstrated the professionalism and efficient collaboration of the team. will continue to adhere to the principle of focusing on customer needs and continuously improve the quality of products and services. Customer satisfaction is our biggest motivation, therefore, we will continue to work hard to provide customers with high-quality products and excellent services to meet their needs.
The specific parameters of the submersible sand mud pump are as follows:
Exit: 100mm
Flow: 100 cubic meters/hour
Lift: 18m
Discharge distance: 100m
Power: 15kW
Weight: 280kg
Maximum solid size: 20mm
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.