













EUR
en
Hydraulic slurry pump is a type of pump designed to handle abrasive and viscous slurries. Its primary function is to efficiently transport mixtures of solid particles suspended in a liquid medium, known as slurry. These pumps are commonly used in industries like mining, dredging, and construction where moving slurry is essential for operations.
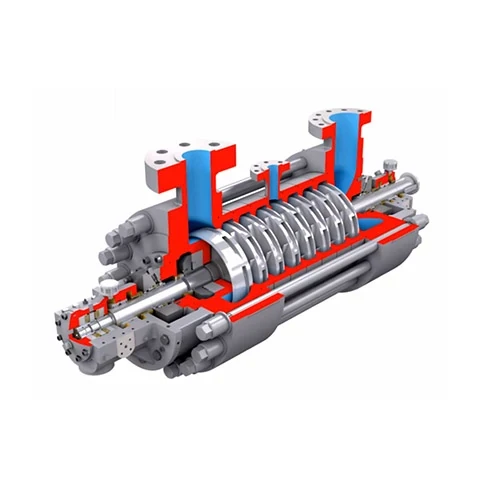
Impeller: The impeller is a key component of a hydraulic slurry pump. It consists of vanes or blades that rotate and impart kinetic energy to the slurry. As the impeller spins, it creates centrifugal force, pushing the slurry towards the pump outlet.
Casing: The casing surrounds the impeller and acts as a housing for the pump’s internal components. It is designed to contain the slurry and direct its flow through the pump. The casing is crucial for maintaining the efficiency and performance of the pump.
Shaft: The shaft connects the motor or power source to the impeller. It transmits the rotational energy from the motor to the impeller, causing it to spin and move the slurry. The shaft needs to be sturdy and well-aligned to ensure smooth operation of the pump.
Bearings: Bearings support the shaft and help reduce friction during operation. They allow the shaft to rotate smoothly, ensuring that the impeller spins without resistance. Properly lubricated and maintained bearings are essential for the longevity of the pump.
Seals: Seals are used to prevent leakage of the slurry from the pump. They are located around the shaft where it enters the casing to ensure that the slurry does not escape from the pump housing. Seals play a critical role in maintaining the efficiency and safety of the pump.
①. The motor drives the shaft, causing the impeller to rotate within the casing.
②. The spinning impeller creates a centrifugal force that draws the slurry into the pump through the suction inlet.
③. The slurry is then accelerated and pushed towards the pump outlet by the rotating impeller.
④. As the slurry exits the pump, it is discharged through the outlet for further processing or transportation.
Overall, the impeller, casing, shaft, bearings, and seals collaborate to efficiently move the slurry through the pump, ensuring effective transportation of solid-liquid mixtures in various industrial applications.
The working principle of a hydraulic slurry pump involves creating suction to draw in the slurry and then discharging it efficiently.
The pump creates suction by the rotating impeller generating a low-pressure zone at the inlet. This low-pressure area causes the slurry to be pulled into the pump through the suction inlet.
As the slurry enters the pump, it is accelerated by the impeller’s rotating blades and propelled towards the pump’s discharge outlet.
The slurry is then forced out of the pump through the outlet, where it can be directed to the desired location or process.
The impeller is a critical component responsible for generating centrifugal force to move the slurry through the pump.
As the impeller rotates, its blades push the slurry radially outward due to centrifugal force.
This outward movement of the slurry creates pressure within the pump, forcing the slurry towards the outlet.
The impeller’s design and rotation speed determine the efficiency and capacity of the pump in handling different types of slurries and solids.
In summary, the hydraulic slurry pump functions by utilizing the impeller’s rotation to create suction at the inlet, drawing in the slurry, and then using centrifugal force to propel the slurry towards the discharge outlet. This working principle allows the pump to efficiently transport abrasive and viscous slurries in various industrial applications.
The hydraulic system of a hydraulic slurry pump provides the power necessary to operate the pump efficiently.
Typically, the hydraulic system consists of a hydraulic power unit, hoses, valves, and cylinders that work together to generate and control hydraulic pressure.
Hydraulic pressure plays a crucial role in the operation of a hydraulic slurry pump by providing the force needed to move the slurry through the pump.
The hydraulic power unit generates high-pressure hydraulic fluid that is transmitted through the system to actuate the pump’s components.
This hydraulic pressure is utilized to drive the motor that powers the pump, causing the impeller to rotate and create the necessary centrifugal force to move the slurry.
Powering the Pump: Hydraulic pressure is used to power the pump’s motor, which drives the impeller to create the necessary flow and pressure to move the slurry.
Control and Regulation: Valves in the hydraulic system help control and regulate the flow of hydraulic fluid, enabling precise adjustment of the pump’s operation.
Efficiency: By utilizing hydraulic pressure, the pump can operate efficiently even when handling challenging slurry mixtures, ensuring a consistent and reliable pumping process.
In essence, the hydraulic system of a hydraulic slurry pump harnesses hydraulic pressure to provide the force required to power the pump, enabling the efficient movement of abrasive and viscous slurries in various industrial applications.
Hydraulic slurry pumps find extensive use in various industries and scenarios due to their ability to efficiently handle abrasive and viscous slurries. Some common applications include:
① Mining Industry
Ore Transport: Hydraulic slurry pumps are vital for transporting mineral-rich slurries in mining operations. They efficiently move ores, tailings, and other materials from extraction sites to processing facilities.
Dewatering: In underground mining, these pumps are crucial for dewatering operations, helping to remove water from mine shafts and tunnels to maintain a safe working environment.
② Construction Industry
Concrete Pumping: Hydraulic slurry pumps are used to transport concrete mixtures with high solid content to construction sites. They play a key role in large-scale construction projects where traditional concrete pumps may struggle with the abrasive nature of the mix.
Slurry Transfer: Construction sites often generate slurries containing debris and sediment. Hydraulic slurry pumps efficiently move these mixtures, aiding in site cleanup and material handling.
③ Dredging Operations:
Sediment Removal: Hydraulic slurry pumps are essential in dredging operations, where they facilitate the removal of sediment, silt, and other materials from water bodies. They help maintain navigable waterways, ports, and harbors.
Land Reclamation: In land reclamation projects, hydraulic slurry pumps are used to pump and transport dredged materials such as sand, mud, and gravel to designated areas for filling and shaping reclaimed land.
④ Wastewater Treatment Plants
Sludge Handling: Hydraulic slurry pumps are employed in wastewater treatment plants for handling sludge and slurry mixtures. They assist in transferring and processing waste materials efficiently within the treatment facility.
Industrial Applications: These pumps are also used in various industrial processes where the transport of abrasive or viscous fluids is required, such as in chemical plants, power plants, and food processing facilities.
In summary, hydraulic slurry pumps play a crucial role in diverse industries such as mining, construction, dredging, and wastewater treatment, where the efficient handling of abrasive and viscous slurries is essential for operational success and environmental management.
Hydraulic slurry pumps offer several advantages over conventional pumps, making them ideal for handling abrasive and viscous slurries in various industrial applications:
①. High Efficiency:
Hydraulic slurry pumps are designed for high efficiency in transporting slurries, ensuring effective performance and minimal energy wastage.
The impeller design and hydraulic power system allow for the movement of dense slurries with less power consumption compared to other pump types.
②. Ability to Handle Abrasive Materials:
These pumps are specifically engineered to handle abrasive materials such as sand, gravel, and mine tailings without significant wear and tear.
The robust construction of hydraulic slurry pumps, including wear-resistant materials and components, enables them to withstand the erosive nature of abrasive slurries.
③. Low Maintenance Requirements:
Hydraulic slurry pumps are known for their durability and longevity, requiring minimal maintenance compared to other pump types.
The use of high-quality materials and components, along with efficient hydraulic systems, contributes to reduced downtime and maintenance costs.
④. Versatility:
Hydraulic slurry pumps are versatile and can be customized to meet specific operational requirements in different industries.
They can handle a wide range of slurry compositions and flow rates, making them suitable for diverse applications such as mining, dredging, construction, and wastewater treatment.
⑤. Consistent Performance:
These pumps deliver consistent and reliable performance even when dealing with challenging slurry mixtures.
The ability to maintain steady flow rates and pressures ensures smooth operation and consistent output in various operating conditions.
⑥. Cost-Effective Solution:
Despite their initial investment cost, hydraulic slurry pumps offer long-term cost savings due to their efficiency, durability, and low maintenance requirements.
The reduced need for frequent repairs and replacements translates to lower overall operating costs over the pump’s lifespan.
In conclusion, hydraulic slurry pumps provide a range of advantages including high efficiency, the ability to handle abrasive materials, low maintenance requirements, versatility, consistent performance, and cost-effectiveness, making them indispensable in industries where the efficient transportation of slurries is essential.
①. Regular Inspection:
Conduct routine visual inspections to check for leaks, unusual noises, or signs of wear and tear.
Inspect the impeller, casing, shaft, bearings, and seals for any damage or deterioration.
②. Lubrication:
Ensure proper lubrication of bearings and seals as per manufacturer recommendations to reduce friction and prevent premature wear.
Regularly check and replace lubricants as needed to maintain optimal pump performance.
③. Seal Maintenance:
Monitor the condition of seals and gaskets to prevent slurry leakage.
Replace worn or damaged seals promptly to maintain the pump’s efficiency and prevent contamination.
④. Impeller Clearance:
Check and adjust the impeller clearance to maintain proper pump efficiency.
Ensure that there is adequate clearance between the impeller and the casing to prevent clogging and reduce wear.
⑤. Cleanliness:
Keep the pump and its surrounding area clean to prevent debris from entering the pump and causing blockages.
Regularly clean the intake strainer and check for any obstructions that could impede flow.
①. Cavitation
Issue: Cavitation can occur when the pump operates at low pressures, causing vapor bubbles to form and collapse, leading to damage.
Troubleshooting: Increase the pump’s inlet pressure, repair any leaks, and ensure proper impeller clearance to reduce cavitation risk.
② Excessive Vibration
Issue: Excessive vibration may indicate misalignment, worn bearings, or an unbalanced impeller, affecting pump performance.
Troubleshooting: Check and realign the pump components, inspect and replace worn bearings, and balance the impeller to reduce vibration.
③. Loss of Prime:
Issue: Loss of prime occurs when the pump fails to maintain suction, leading to inefficient operation.
Troubleshooting: Check for air leaks in the suction line, ensure proper sealing of connections, and prime the pump to remove air pockets.
④. Overheating:
Issue: Overheating can result from excessive friction, inadequate lubrication, or high ambient temperatures, affecting pump efficiency.
Troubleshooting: Improve lubrication, reduce operating speed if possible, and ensure proper cooling mechanisms are in place to prevent overheating.
By following proper maintenance practices and promptly addressing common issues such as cavitation, excessive vibration, loss of prime, and overheating, you can ensure the optimal performance and longevity of your hydraulic slurry pump. Regular inspection, lubrication, seal maintenance, impeller clearance checks, and cleanliness are key to maximizing the efficiency and reliability of the pump.
Hydraulic slurry pumps operate on the principle of utilizing hydraulic pressure to efficiently move abrasive and viscous slurries in various industrial applications. These pumps play a crucial role in industries such as mining, construction, dredging, and wastewater treatment due to their ability to handle challenging slurry materials effectively.
Hydraulic slurry pumps efficiently move abrasive slurry materials in industries such as mining, construction and dredging. They operate using hydraulics, are durable, versatile and low maintenance.
Importance:
Key Role: Essential for industries that require efficient slurry transfer.
Efficiency: Reliably and cost-effectively handle abrasive materials.
Environmental Impact: Helps maintain environmental standards.
Productivity: Improves operational efficiency and reduces downtime.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.