












EUR
en
The vertical froth pump is made for handling foam slurries with high aeration levels and is mainly used in mineral flotation processes. It has a unique vertical design and features like an integrated foam decomposition tank, a cantilevered shaft design that eliminates the need for submerged bearings or seals, and the use of durable materials to resist wear. These features prevent issues like air lock and cavitation, ensure the foam remains intact, and allow the pump to work effectively and dependably in tough industrial environments.
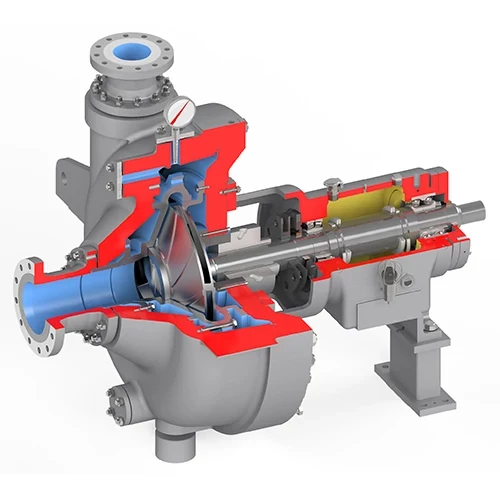
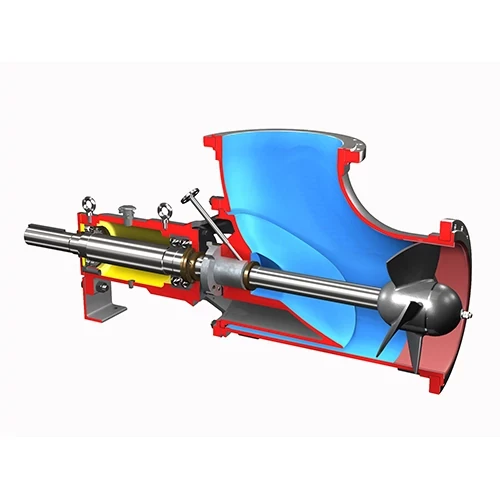
Pump Casing– Made from high-strength alloys, it guides the slurry flow and resists corrosion. Impeller– Often vortex-style, it generates the centrifugal force required while allowing air to escape. Bearing Housing– Contains grease-lubricated bearings that minimize friction and support smooth operation. Shaft– Connects the drive to the impeller with minimal overhang for enhanced stability. Backliner– Protects the pump casing from wear and helps maintain efficiency.
It starts with the slurry flowing into a conical tank via a tangential inlet. This forms an open vortex, with centrifugal pressure centrifuging the heavier solids against the walls, as air is pushed upwards and out of the vortex.The slurry is then de-aerated, and the impeller pulls the slurry, converting the rotational energy into kinetic energy to push the slurry upwards.The rotation of impellers develops eddy currents, which also contribute to the separation of air-slurry to avoid blockages. The vertical mounting of the pump ensures that it is easy to prime and also avoids the problems of suction that are experienced with the horizontal designs. The discharge is done via an outlet pipe, and the system offers steady pressure in the variable froth situations.Pump performance depends on factors like slurry viscosity and bubble size. Thanks to its powerful hydraulics, the pump can handle frothy mixtures with up to 65% air content before stalling, ensuring reliable operation even in demanding conditions.
Vertical froth pumps have several excellent characteristics that increase their reliability.
The unique tapered tank and tangential feed inlet create an open vortex within the pump chamber, ensuring smooth expulsion of air from the slurry, effectively preventing air entrapment and ensuring continuous and stable pumping.
The cantilever design eliminates the need for submersible bearings or shaft seals, fundamentally eliminating seal failure and bearing damage caused by sand abrasion, significantly reducing maintenance complexity and costs.
The pump's integrated unit design offers a compact structure and minimal installation space requirements. It can be flexibly arranged to suit on-site process flows, facilitating system integration.
The flow-through components are manufactured from high-chromium wear-resistant alloy or other wear-resistant materials, offering excellent wear and corrosion resistance, enabling them to withstand harsh operating conditions and ensure a long service life.
The pump shaft is supported by heavy-duty rolling bearings. Utilizing a grease-lubricated anti-friction bearing design, the pump offers stable operation, strong load-bearing capacity, and a long maintenance interval, ensuring the reliability of the entire drive.
Various classifications of vertical froth pumps exist to cater to different applications.
These pumps find widespread use in industries dealing with aerated media.
Selecting the appropriate vertical foam pump requires a comprehensive evaluation of the following key parameters:
CNSME vertical froth pumps are designed to handle tough, aerated slurries that standard pumps cannot handle. Built with durable materials and advanced vortex separation, they ensure efficiency, low downtime, and cost savings. With expert production, fast delivery, and dedicated support, CNSME provides dependable pumping solutions tailored to demanding industrial needs.
Vertical froth pumps provide effective solutions for handling challenging aerated slurries across diverse industries. Their specialized design, featuring advanced impellers and tank systems, ensures reliable performance where conventional pumps fall short.By understanding pump operation, key features, and maintenance requirements, users can maximize efficiency and extend equipment life. As industries continue to evolve, so too does pump technology, driving improvements in both performance and sustainability.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.