













EUR
en
In industrial operations dealing with abrasive, corrosive, or high-density slurries, the reliability and efficiency of pumping equipment are paramount. The challenges posed by such applications demand specialized engineering to ensure continuous operation, minimize downtime, and reduce total cost of ownership. This article delves into the critical aspects of the heavy duty slurry pump, exploring its design, manufacturing, applications, and the factors that contribute to its robust performance in the most demanding environments. We will cover everything from industry trends and technical specifications to vendor comparisons and tailored solutions, ensuring a comprehensive understanding for B2B decision-makers and engineers.
The global market for industrial pumps, particularly for slurry applications, is experiencing significant evolution driven by several key trends. Automation and digitalization are increasingly integrated into pump systems for predictive maintenance and optimized performance. There's a growing emphasis on energy efficiency, with operators seeking solutions that minimize power consumption while maintaining high flow rates and head pressures. Environmental regulations are also pushing for more durable, leak-proof designs and materials that reduce environmental impact. Furthermore, the demand for high-capacity and high-pressure capabilities is rising, especially in mining and dredging, which require pumps capable of handling ever-increasing volumes of dense and abrasive slurries. Innovations in material science, such as advanced high-chromium alloys and specialized elastomers, are extending the service life of wear parts, directly impacting operational expenditure. The market for heavy duty slurry pump solutions is projected to grow, with a Compound Annual Growth Rate (CAGR) of approximately 4.5% from 2023 to 2028, driven largely by infrastructure development and mineral processing activities globally.
The production of a heavy duty slurry pump is a meticulous process, critical for ensuring its performance and longevity in harsh conditions. It combines advanced metallurgical techniques with precision engineering.
1. Material Selection: The foundation of a durable slurry pump lies in its materials. For abrasive applications, high-chromium white iron alloys (e.g., A05, A07, A49) are standard, offering superior wear resistance. For corrosive or combined abrasive-corrosive slurries, specialized elastomers like natural rubber (NR), neoprene, or polyurethane, or advanced stainless steels, are selected. These materials are chosen based on particle size, pH, temperature, and specific gravity of the slurry. 2. Casting/Forging: Components like impellers, volute liners, and frame plates are typically produced via precision casting. Advanced foundries employ techniques such as sand casting with strict temperature control and alloy composition verification. For high-stress shafts, forging is often preferred to enhance grain structure and mechanical strength. 3. CNC Machining: After casting, critical dimensions are achieved through Computer Numerical Control (CNC) machining. This ensures precise tolerances for impeller clearances, shaft alignment, and housing fit, which are vital for hydraulic efficiency and preventing premature wear. 4. Heat Treatment: High-chrome alloy components undergo specific heat treatment processes (e.g., quenching and tempering) to optimize their hardness (typically 58-65 HRC) and toughness, maximizing wear resistance. 5. Assembly: Skilled technicians assemble the pump, paying close attention to sealing arrangements, bearing installation, and impeller balancing. Proper assembly is crucial for vibration-free operation and extended bearing life. 6. Testing and Quality Control: Every pump undergoes rigorous testing. This includes hydrostatic pressure tests for casing integrity, performance curve tests to verify hydraulic parameters (head, flow, efficiency), vibration analysis, and noise level checks. Adherence to international standards such as ISO 9001 (Quality Management), ISO 2858 (Pump Dimensions), and ANSI/HI standards ensures product quality and interchangeability. 7. Surface Treatment & Finishing: Components are typically painted with anti-corrosive coatings or specialized industrial paints to protect against external environmental factors.
Through these rigorous processes, a well-engineered heavy duty slurry pump can achieve a service life significantly longer than standard centrifugal pumps, often exceeding 5-7 years for major components with proper maintenance. Advantages include superior energy saving due to optimized hydraulic designs and minimal internal recirculation, exceptional corrosion resistance through material selection, and unparalleled abrasion resistance. Target industries benefiting from these pumps include petrochemicals, metallurgy, mining, power generation (ash handling), and water supply & drainage for sludge management.
The HADPP series, designed as a robust replacement for the AHPP, represents the pinnacle of heavy duty slurry pump technology. These pumps are engineered for continuous pumping of highly abrasive, high-density slurries with minimal maintenance.
Pump Size Range: DN 40mm to DN 300mm (1.5 inches to 12 inches) Versatile range for various flow requirements. Flow Rate (Q): Up to 2700 m³/h (11,890 GPM) High capacity for demanding industrial processes. Head (H): Up to 90 m (295 ft) per single stage Capable of achieving significant discharge pressures. Max Particle Size: Up to 76 mm Handles large solids efficiently without clogging. Materials of Construction: High-chromium white iron (A05, A07, A49), Natural Rubber (R55, R26), Polyurethane (U01), Ceramic Customizable for extreme abrasion, corrosion, or both. Sealing Options: Gland packing, Expeller seal, Mechanical seal Ensures leak-free operation and reduces maintenance. Drive Types: V-belt drive, Direct coupling drive, Gearbox drive Flexible integration into existing plant setups. Temperature Range: Up to 120°C (248°F) Suitable for various process temperatures.
The versatility of heavy duty slurry pump technology makes it indispensable across a spectrum of industries where the handling of challenging fluids is routine. These pumps excel in scenarios where standard centrifugal pumps would fail rapidly due to abrasion or corrosion.
Mining and Mineral Processing: Essential for transporting mineral concentrates, tailings, and process water containing abrasive solids. Applications include mill discharge, hydrocyclone feed, regrind, flotation, and sand and gravel processing. The robust construction handles high specific gravity slurries. Coal Preparation: Used for pumping coal fines, dense media, and various wash water slurries in coal processing plants. Durability against coarse particles and corrosive chemicals found in coal slurries is crucial. Power Generation: Critical for ash and clinker handling, flue gas desulfurization (FGD) systems, and coal slurry transportation in thermal power plants. These pumps endure high-temperature, abrasive ash slurries and corrosive limestone slurries. Metallurgy: Employed in processes involving slag granulation, iron ore benefaction, and various chemical slurries found in steel and non-ferrous metal production. Dredging: Large-scale heavy duty sludge pump variants are used for dredging rivers, harbors, and maintaining waterways, handling mixtures of sand, silt, and gravel. Construction and Tunneling: For dewatering sites and handling concrete slurries or bentonite muds. Chemical Processing: While less common for purely corrosive applications (where chemical pumps are used), these pumps are vital when abrasive solids are present alongside corrosive chemicals, requiring specialized materials.
The engineering superiority of modern heavy duty slurry pumps stems from a combination of innovative design, advanced materials, and precise manufacturing. These advantages translate directly into lower operational costs and enhanced reliability for end-users.
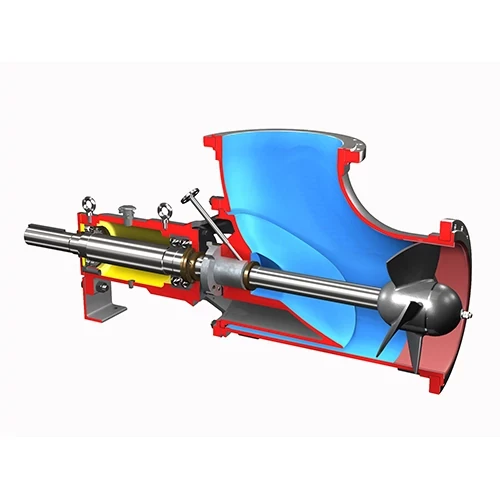
Optimized Hydraulic Design: CAD/CFD (Computational Fluid Dynamics) modeling is used to create impellers and volutes that minimize turbulence and wear, resulting in higher hydraulic efficiency and reduced power consumption. This also prevents localized wear spots, extending component life. Robust Construction: Thick-walled casings, heavy-duty bearing assemblies, and robust frame plates are standard. This over-engineered approach ensures the pump can withstand the high stresses and vibrations inherent in slurry pumping. Advanced Wear-Resistant Materials: The use of high-chromium alloys (e.g., A05 with 27% Cr) and specialized natural rubbers or polyurethanes provides unparalleled resistance to abrasive and erosive wear. These materials are selected based on the specific application's particle characteristics and chemical composition. Modular Design and Interchangeability: Many manufacturers adopt a modular design, allowing for easy replacement of wear parts and interchangeability of components, simplifying maintenance and reducing inventory costs. Effective Sealing Solutions: A variety of gland packing, expeller (centrifugal) seals, and mechanical seals are available to prevent leakage and protect the bearing assembly, critical for slurry applications where abrasive particles can quickly damage seals. External Impeller Adjustment Mechanism: Allows for easy adjustment of the impeller clearance without disassembling the pump, maintaining peak efficiency and extending wear part life.
These advantages collectively contribute to lower Total Cost of Ownership (TCO) by reducing energy consumption, extending maintenance intervals, and minimizing unexpected downtime.
When sourcing a wholesale heavy duty slurry pump, the choice of vendor significantly impacts long-term operational success. It's not merely about the initial purchase price, but about the total value proposition, including product quality, after-sales support, and customization capabilities.
Product Quality & Materials: High-grade certified alloys (A05, A07), premium elastomers, precise casting & machining. ISO 9001 certified. Engineering & R&D: Dedicated R&D, CFD analysis, continuous innovation for efficiency and wear life. Customization Capabilities: Extensive ability to tailor materials, sealing, and pump configurations to specific application needs. After-Sales Support: Comprehensive support: spare parts availability, technical assistance, on-site service, training. Warranty & Guarantees: Clear, transparent warranty terms, commitment to performance and wear life. Total Cost of Ownership (TCO): Higher initial investment, but significantly lower long-term costs due to efficiency, durability, and reduced downtime.
Companies seeking a reliable china heavy duty slurry pump supplier should prioritize vendors with a proven track record, robust engineering capabilities, and comprehensive customer support, rather than focusing solely on the lowest bid. This ensures compliance with standards like ISO 14001 for environmental management and OHSAS 18001 for occupational health and safety, reflecting overall corporate responsibility.
Every industrial application presents a unique set of challenges, from varying slurry compositions and temperatures to specific site constraints and operational requirements. Recognizing this, leading manufacturers of heavy duty slurry pumps offer extensive customization capabilities.
Material Optimization: Custom blend alloys or specific elastomer linings are engineered to handle extreme pH levels, high temperatures, or specific particle abrasiveness that standard materials might not withstand. For instance, a pump handling highly acidic mine tailings with abrasive quartz might use an A49 high-chromium alloy and specialized fluorinated elastomers. Hydraulic Modifications: Impeller designs can be modified for specific flow rates and head requirements, or to optimize performance for large solids handling or minimize shear for delicate flocculated slurries. Sealing Arrangements: Beyond standard options, custom sealing solutions can be developed for vacuum conditions, extremely high pressures, or zero-leakage requirements, often involving specialized mechanical seals or complex gland flushing systems. Driver and Base Frame Integration: Pumps can be supplied with custom motor and gearbox configurations, pre-mounted on engineered base frames to fit existing footprints or integrate seamlessly into specific plant layouts, including skid-mounted mobile units. Instrumentation and Controls: Integration of advanced monitoring systems for vibration, temperature, pressure, and flow, allowing for predictive maintenance and remote operation, tailored to the client's DCS (Distributed Control System).
These customized solutions ensure optimal performance, maximum uptime, and reduced operational costs over the pump's lifespan, transforming a standard product into a highly specialized asset.
Real-world applications demonstrate the tangible benefits of investing in a high-quality heavy duty slurry pump. Here are a couple of examples illustrating their impact:
A major iron ore mining operation in Western Australia faced persistent issues with premature wear in their tailings disposal pumps, leading to frequent shutdowns and high maintenance costs. Their existing pumps, not specifically designed for the highly abrasive iron ore tailings (containing sharp, dense particles), required impeller and liner replacements every 3-4 months. After consulting with a specialist vendor, they installed an HADPP series heavy duty slurry pump, featuring an A05 high-chromium alloy wet end. The custom-engineered impeller design improved hydraulic efficiency by 7%, reducing power consumption. Crucially, the wear parts' lifespan extended to 14 months, a four-fold increase. This resulted in a 60% reduction in annual maintenance costs and a significant boost in operational uptime, contributing to an estimated annual saving of over $500,000.
A large coal-fired power plant in North America was struggling with corrosive and abrasive limestone slurry handling in its FGD system. The slurry, containing both calcium sulfate crystals and acidic components, rapidly degraded rubber-lined pumps, leading to environmental compliance risks due to leaks. The plant opted for custom HADPP pumps with specialized R55 natural rubber liners (designed for excellent corrosion and abrasion resistance) and a double mechanical seal arrangement. The new pumps not only eliminated leakage issues but also extended the average mean time between failures (MTBF) from 6 months to 20 months. The improved hydraulic design also allowed for a consistent flow rate, optimizing the desulfurization process and ensuring compliance with stringent emission standards. The reduced maintenance and extended service life provided a rapid ROI for the plant.
A1: The primary difference lies in their design and material construction. Heavy duty slurry pumps are specifically engineered with robust, thick-walled casings, heavy-duty bearing frames, and highly wear-resistant materials (e.g., high-chromium alloys, specialized elastomers) to withstand the extreme abrasion, erosion, and often corrosion caused by solids-laden fluids. Standard centrifugal pumps are designed for clear liquids and would quickly degrade in slurry applications.
A2: Proper selection requires a detailed understanding of your slurry characteristics (particle size, density, concentration, pH, temperature, abrasiveness), required flow rate and head, and site-specific conditions. It is highly recommended to consult with experienced pump engineers who can perform hydraulic calculations and material selections tailored to your exact needs to ensure optimal performance and longevity.
A3: While designed for durability, regular maintenance is essential. This includes routine checks of bearing temperatures, vibration levels, gland packing adjustments (if applicable), and periodic inspections of wear parts (impeller, liners, seals) for wear patterns. Proactive replacement of wear parts based on scheduled inspections or condition monitoring is key to preventing catastrophic failures and maximizing uptime.
A4: Yes, with the right material selection. For corrosive slurries, or slurries that are both abrasive and corrosive, components like liners and impellers can be manufactured from specialized elastomers (like natural rubber for acidic slurries, or synthetic rubbers for alkaline conditions) or corrosion-resistant alloys (e.g., duplex stainless steel or specific high-chrome alloys designed for chemical resistance). Consulting with the manufacturer for material compatibility is crucial.
Understanding the logistical and support frameworks is vital for B2B procurement. For quality manufacturers of heavy duty slurry pumps, these aspects are as critical as the product itself.
Typical lead times for standard HADPP series pumps can range from 4 to 8 weeks, depending on pump size, configuration, and current production schedules. Custom-engineered solutions may require 8-16 weeks due to specific material procurement and design validation processes. Expedited options are often available for urgent requirements. Efficient supply chain management ensures timely delivery of both complete units and critical spare parts.
Kingmech Pump provides a standard 12-month warranty from commissioning or 18 months from shipment, whichever comes first, covering manufacturing defects and material failures under normal operating conditions. Extended warranties and performance guarantees based on specific application data can also be negotiated for long-term project assurance. Our pumps are designed and manufactured in accordance with ISO 9001 quality standards, ensuring reliability.
Comprehensive after-sales support is a cornerstone of our commitment. This includes: Technical Assistance: 24/7 technical hotline and online support for troubleshooting and operational queries. Spare Parts Availability: A dedicated inventory of genuine spare parts ensures rapid dispatch, minimizing downtime for critical replacements. On-site Support: Experienced field service engineers available for installation supervision, commissioning, and scheduled maintenance. Training Programs: Tailored training for client's operational and maintenance staff to ensure proper handling and prolonged pump life.
The selection of an appropriate heavy duty slurry pump is a strategic decision that profoundly impacts operational efficiency, cost-effectiveness, and environmental compliance in demanding industrial applications. By understanding the intricate manufacturing processes, leveraging advanced material science, and partnering with vendors committed to engineering excellence and comprehensive support, industries can unlock significant value. The HADPP series, like other top-tier industrial pumps, exemplifies the robust performance and longevity required to conquer the most aggressive slurry challenges, proving that the initial investment in quality yields substantial returns in reduced downtime and increased productivity over its extended service life.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.



This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.