











EUR
en
As new coal-fired power plants come online to meet the growing demand for electricity, there is an increasing need to clean plant emissions to meet clean air regulations. Special pumps and valves help to efficiently operate these scrubbers and handle the abrasive slurry used in the flue gas desulfurization process.
More than half of the electricity in the United States comes from coal. One of the results of burning coal in power plants is the release of sulfur dioxide gas.
Concerns about meeting clean air regulations are leading the way for new and existing power plants equipped with advanced emissions "scrubbing" systems. SO2 is now removed from flue gas by a variety of methods commonly known as flue gas desulfurization (FGD). Utilities are expected to increase their FGD facilities to comply with state or federal initiatives.
FGD systems can use either dry or wet processes. The most common wet FGD process uses a scrubbing solution to absorb SO2 from the off-gas stream. The wet FGD process will remove over 90% of the SO2 in the flue gas and particulate matter. In a simple chemical reaction, the limestone in the slurry is converted to calcium sulfite when the limestone slurry reacts with the flue gas in the absorber. In many FGD units, air is blown into a portion of the absorber and oxidizes the calcium sulfite to calcium sulfate, which can then be easily filtered and dewatered to form a drier, more stable material that can be disposed of in landfills or potentially sold as a product for making cement, gypsum wallboard or as a fertilizer additive.
Because this limestone slurry needs to move efficiently through a complex industrial process, selecting the right pumps and valves is critical.
The FGD process begins when the limestone feed is reduced in size by crushing it in a ball mill and then mixed with water in a slurry supply tank. The slurry is then pumped into the absorption tank. Since the consistency of the limestone slurry tends to change, suction conditions can occur, which can lead to cavitation and pump failure.
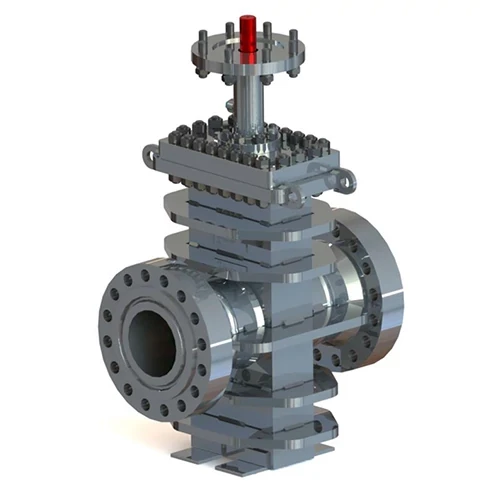
A typical pump solution for this application is to install a carbide slurry pump to withstand these types of conditions. Cemented metal pumps need to be manufactured to withstand the most severe abrasive slurry service and are also designed to be very easy to maintain and safe. Critical to the engineering of the pump are heavy-duty bearing frames and shafts, extra-thick wall sections and easily replaceable wear parts. High chromium alloy pumps are ideal because of the corrosive pH of the slurry.
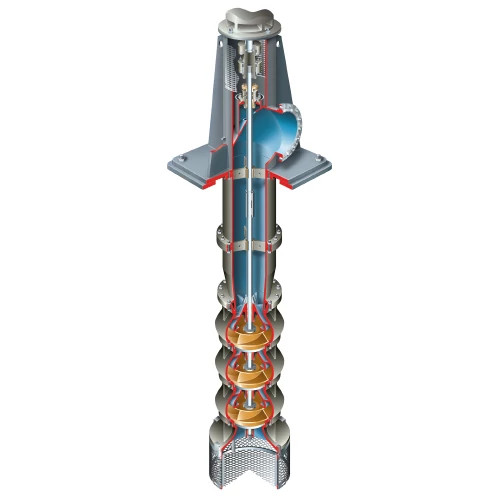
The slurry must be pumped from the absorber tank to the top of the spray tower, where it is sprayed downward as a fine mist that reacts with the upward-moving flue gas. Since pumping volumes typically range from 16,000 to 20,000 gallons of slurry per minute with heads between 65 and 110 feet, rubber-lined slurry pumps are the best pumping solution. Pumps should be equipped with large-diameter impellers for lower operating speeds and longer wear life, and with field-replaceable rubber liners for quick maintenance. In a typical coal-fired power plant, two to five pumps will be used in each spray tower.
Since slurry is collected at the bottom of the tower, additional rubber-lined pumps are required to transport the slurry to storage tanks, tailings ponds, waste treatment facilities or filter presses. Depending on the type of FGD process, other pump models are available for slurry discharge, pre-scrubber recovery and oil sump applications.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.