













EUR
en
In quarries and sand pits, slurry pumps are used in multiple processes: Sand and Gravel Transport: Moving raw materials mixed with water from excavation sites to processing plants. Dredging: Extracting sand from rivers, ponds, or reservoirs. Washing and Classification: Feeding cyclones, classifiers, or washing equipment. Waste Management: Handling fines, sludges, and tailings generated during production. Because these slurries often contain coarse, abrasive particles, pump design must be robust enough to withstand high wear.
Particle Size and Abrasiveness: Sand and gravel slurries are among the most abrasive handled in industry. High-chrome alloy impellers and liners are recommended to extend service life. Rubber linings can be used if particles are smaller and less sharp. Flow Rate and Head: Short-distance transfer requires large-flow, low-head pumps. Long-distance pipelines demand higher head pumps or multiple units in series. Sizing the pump correctly reduces energy consumption and wear. Solids Concentration: Higher solid content increases wear and load on the pump. For thick slurries, heavy-duty designs with reinforced shafts, bearings, and thicker casings are essential.
Horizontal Slurry Pumps: The most common type, suitable for transporting sand and gravel in continuous operations. They are versatile and easy to maintain. Vertical Slurry Pumps: Ideal for sump applications, where slurry collects in pits or tanks. Useful when installation space is limited. Dredge Pumps: Specialized pumps designed to move large volumes of sand and gravel during dredging operations. Built for extremely high wear resistance. Submersible Slurry Pumps: Flexible and portable, used for pit dewatering and temporary transfer.
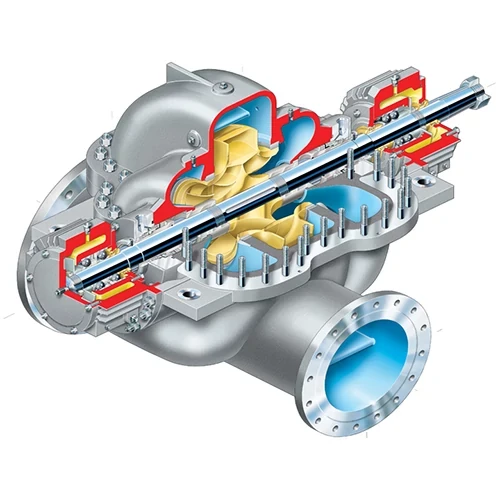
Shaft sealing is especially important in sand and gravel slurries: Packing Gland: Simple, reliable, and cost-effective, though it requires water flushing. Mechanical Seal: Effective for high-pressure duties but more costly. Expeller Seal: Common in sand operations, reducing the need for external water supply. Choosing the right seal helps minimize water usage and leakage.
The abrasive nature of sand makes material choice critical. High-Chrome Alloy: Standard for sand and gravel, offering long service life. Rubber Linings: Best for fine particles with less impact wear. Ceramic or Composite Options: Increasingly used in severe wear conditions. Investing in the right material saves downtime and lowers lifecycle costs.
Quarry operators increasingly focus on sustainability and cost efficiency: Pumps operating near their best efficiency point reduce energy waste. Designs with expeller seals minimize fresh water consumption. Longer wear life means less waste and fewer replacements. By selecting pumps with energy-efficient hydraulics and durable parts, quarries can reduce both costs and environmental impact.
For sand and quarry operations, where downtime can halt entire production lines, supplier support is critical. Reliable suppliers provide: Spare parts availability, Field service teams for urgent repairs, Technical expertise for pump selection and system design.
Manufacturers like specialize in slurry pumps tailored for sand, gravel, and quarry operations. With high-chrome alloy construction, efficient hydraulics, and flexible sealing options, their pumps are engineered to handle the toughest abrasive slurries while delivering long service life and energy savings.
Bookmark
Daniel Féau processes personal data in order to optimise communication with our sales leads, our future clients and our established clients.




This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.